Latrobe,Marvac 250 VIM-VAR ;High Strength Maraging Steel Capillary
Product Code : STI-GSTI-719-CU
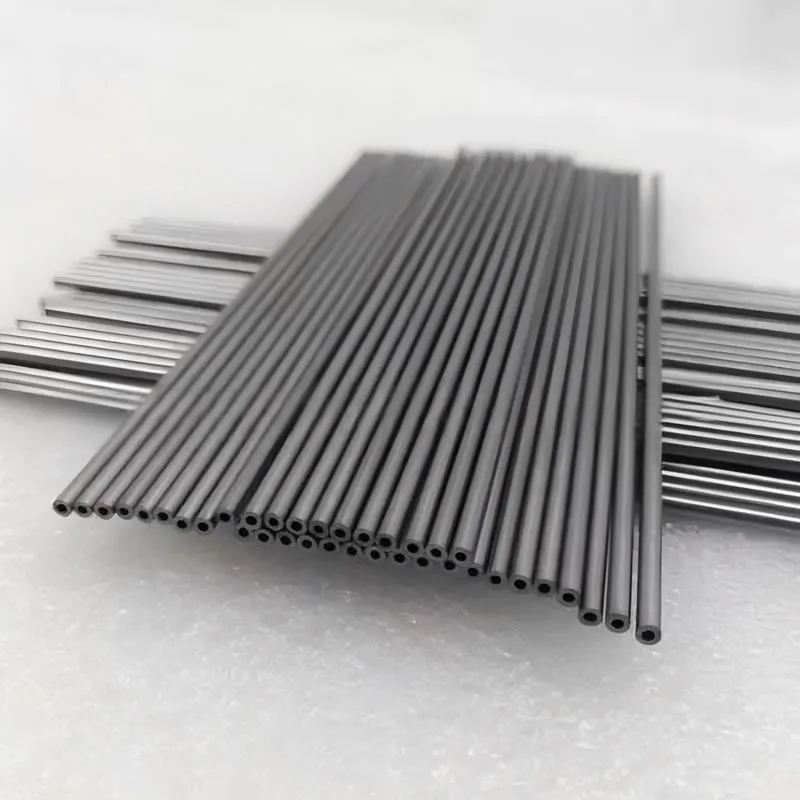
We provide Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Capillary is available in Bar (Round bar, Flat bar), Ribbon, Wire, Rods, Tube,Seamless Tube,Pipe, Ingots, Plate, Sheet, Strip and Forging Stock.,Purity, chemical composition, size, etc. can all be customized to meet specific requirements.
Please contact us if you need customized services. We will contact you with the price and availability in 24 hours.
Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Capillary Product Information
-:-
For detailed product information, please contact sales.
-:
Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Capillary Synonyms
-:-
For detailed product information, please contact sales.
-:
Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Product Information
-:-
For detailed product information, please contact sales.
-:
# Latrobe Marvac 250 VIM-VAR
## Premium High-Strength Maraging Steel - 10 Inch Cross-Section
---
### **Product Overview**
**Latrobe Marvac 250 VIM-VAR** is a **premium-grade, 10-inch cross-section maraging steel** produced via the **Vacuum Induction Melting (VIM) followed by Vacuum Arc Remelting (VAR)** double-melt process. This material represents the **highest quality tier** of commercially available maraging steel, specifically engineered for **ultra-critical aerospace, defense, and energy applications**. The **250 designation** refers to its nominal yield strength of **250 ksi (≈1725 MPa)** after standard precipitation hardening. Supplied as large-diameter bars, billets, or forgings up to 10 inches (254 mm) in cross-section, this product is defined by its **exceptional homogeneity, superior microcleanliness, and guaranteed through-thickness properties** - characteristics made possible only by the rigorous VIM-VAR melting practice.
---
### **Chemical Composition (Weight %)**
*Precisely controlled chemistry optimized for large-section hardenability and toughness.*
| Element | Specification Range | Typical VIM-VAR Analysis | Critical Function for 10" Section |
|---------|-------------------|--------------------------|----------------------------------|
| **Nickel (Ni)** | 17.5 - 19.0 | 18.5 | Ensures complete martensitic transformation to the core of the massive section. |
| **Cobalt (Co)** | 7.5 - 8.5 | 8.0 | Drives precipitation kinetics; balanced for optimal hardenability without excessive cost. |
| **Molybdenum (Mo)** | 4.5 - 5.2 | 4.8 | Primary precipitation hardener (Ni₃Mo). Uniform distribution is critical in large ingots. |
| **Titanium (Ti)** | 0.3 - 0.5 | 0.4 | Secondary precipitation hardener (Ni₃Ti). Level controlled to minimize large TiN inclusions in VAR ingot. |
| **Aluminum (Al)** | 0.05 - 0.15 | 0.10 | Deoxidizer; aids in grain refinement. |
| **Carbon (C)** | ≤ 0.03 | 0.01 | Ultra-low for maximum through-thickness toughness. |
| **Manganese (Mn)** | ≤ 0.10 | 0.05 | Minimized to prevent segregation in large ingots. |
| **Silicon (Si)** | ≤ 0.10 | 0.05 | Controlled for improved fracture toughness. |
| **Boron (B)** | 0.003 - 0.006 | 0.004 | Enhances hardenability for deep-section transformation. |
| **Zirconium (Zr)** | 0.01 - 0.03 | 0.02 | Powerful grain refiner; essential for maintaining fine grain size in large forgings. |
| **Sulfur (S)** | ≤ 0.005 | 0.002 | **Extra-Low Sulfur (ELS).** Critical for transverse ductility and fatigue in heavy sections. |
| **Phosphorus (P)** | ≤ 0.008 | 0.003 | Tightly controlled to prevent centerline embrittlement. |
| **Iron (Fe)** | Balance | Balance | Base element. |
**Melting Practice (VIM-VAR):**
1. **VIM:** Primary melting under vacuum ensures precise chemistry control and initial deoxidation.
2. **VAR:** Remelting of the VIM electrode under vacuum. This process:
* **Eliminates macro-segregation.**
* **Dramatically reduces non-metallic inclusions** (oxides, sulfides).
* **Produces a solid, directional solidification structure** with superior homogeneity.
* **Is mandatory for premium-quality steels in sections ≥ 6 inches.**
---
### **Heat Treatment for 10-Inch Sections**
*Extended cycles required for thermal equilibrium in massive sections.*
1. **Solution Annealing:**
* **Temperature:** 820°C ± 10°C (1508°F)
* **Time:** **8-12 hours** (to ensure the core reaches full solution temperature)
* **Cooling:** Forced Air Quench or Oil Quench (depending on exact cross-section and geometry).
2. **Aging (Precipitation Hardening):**
* **Temperature:** 480°C ± 5°C (896°F)
* **Time:** **10-16 hours** (extended to guarantee full aging to the center)
* **Cooling:** Air Cool.
---
### **Mechanical Properties (Longitudinal & Transverse - 10" Section)**
*Guaranteed minimums from test locations at **Surface (S), 1/4 Thickness (T/4), and Center (C)** per ASTM A988.*
| Property | Location | Minimum Guaranteed | Typical Achieved | Test Standard |
|----------|----------|-------------------|------------------|---------------|
| **0.2% Yield Strength** | Surface (S) | 1700 MPa (247 ksi) | 1725 - 1780 MPa | ASTM E8 |
| **0.2% Yield Strength** | **Center (C)** | **1650 MPa (239 ksi)** | **1675 - 1730 MPa** | ASTM E8 |
| **Ultimate Tensile Strength** | Center (C) | 1750 MPa (254 ksi) | 1780 - 1850 MPa | ASTM E8 |
| **Elongation (in 4D)** | Center (C) | 8% | 10 - 12% | ASTM E8 |
| **Reduction of Area** | Center (C) | 35% | 40 - 50% | ASTM E8 |
| **Hardness** | All Locations | 48 HRC | 49 - 51 HRC | ASTM E18 |
| **Fracture Toughness (KIC)** | T/4 (L-T) | **80 MPa√m** | **85 - 110 MPa√m** | ASTM E399 |
| **Impact Energy (Charpy V)** | Center (L) | 25 J | 30 - 45 J | ASTM E23 |
**Critical Section Properties:**
* **Property Gradient:** Maximum allowable strength drop from surface to center is typically **< 3%**. This minimal gradient is the **defining achievement** of VIM-VAR processing for large sections.
* **Transverse Ductility:** Significantly better than air-melted product due to ultra-low sulfur and improved inclusion shape control.
* **Through-Thickness Consistency:** The primary justification for the premium VIM-VAR cost.
---
### **Physical Properties (Aged Condition)**
| Property | Value |
|----------|-------|
| **Density** | 8.00 - 8.02 g/cm³ |
| **Thermal Conductivity** | 20 - 22 W/(m·K) |
| **Coefficient of Thermal Expansion** | 10.8 x 10⁻⁶ /K (20-100°C) |
| **Modulus of Elasticity** | 185 - 190 GPa |
| **Magnetic Properties** | Ferromagnetic |
---
### **Key Characteristics & Advantages of VIM-VAR 10" Product**
1. **Unmatched Homogeneity:** Eliminates the **centerline segregation** and **banding** common in large air-melted ingots.
2. **Superior Microcleanliness:** Extremely low levels of oxide (Type B) and sulfide (Type A) inclusions per ASTM E45. This is critical for **fatigue performance** and **transverse toughness**.
3. **Exceptional Through-Thickness Properties:** Mechanical properties are consistent from surface to core, enabling **design confidence** for fully stressed massive components.
4. **Improved Forgeability:** The refined, uniform structure of the VAR ingot allows for better hot workability and more predictable grain flow during forging.
5. **Enhanced Fatigue & Fracture Resistance:** Cleaner steel with finer, more uniform microstructure results in superior resistance to crack initiation and propagation.
---
### **International Standards & Certifications**
* **Base Specification:** Meets or exceeds requirements of **AMS 6521** (for chemistry and baseline properties).
* **Melting Practice:** Complies with **AMS 2301** (Premium Aircraft-Quality Steel Cleanliness) or **AMS 2300** (Aircraft Quality Steel).
* **Customer-Specific:** Often supplied to **Boeing BMS 7-348**, **Airbus AITM**, **NASA**, and **Department of Defense** specifications that mandate VIM-VAR for critical rotating or structural components above a certain size threshold.
* **Quality Certifications:** Material is supplied with **EN 10204 3.2 Certificate** and full **Ultrasonic Test (UT)** reports. Lot traceability includes VIM heat number and VAR electrode/ingot number.
---
### **Primary Applications**
This premium product is specified for the **most demanding, safety-critical applications** where component failure is not an option.
1. **Aerospace - Large Structural Components:**
* **Main Landing Gear Beams and Pistons** for wide-body commercial aircraft (e.g., Boeing 777, 787; Airbus A350).
* **Large Forgings for Helicopter Rotor Hubs and Mast Components.**
* **Critical Airframe Fittings and Bulkheads** in military aircraft.
2. **Energy & Power Generation:**
* **Rotor Shafts and Disks** for high-performance turbines and compressors.
* **Components for Isostatic Pressing (HIP) Systems.**
3. **Defense:**
* **Large Gun Tube Components** (chambers, breech rings).
* **Structural Components for Naval Systems.**
4. **High-Performance Tooling:**
* **Massive Die Blocks** for closed-die forging of aerospace components.
* **Molds for Large Composite Structures.**
---
### **Fabrication & Quality Assurance for 10" Sections**
**Forging & Processing:**
* Must be forged within a specific temperature range with adequate reduction to ensure proper grain refinement.
* **Ultrasonic Testing (UT):** **100% volumetric inspection** is mandatory. Performed from multiple directions to ASTM A388 standards, often to a **Quality Level 2 (QL2)** or customer-specified equivalent (e.g., FBH 0.8 mm).
* **Macroetch Testing:** Required to evaluate grain flow and detect any unacceptable patterns (e.g., chevrons, piping).
**Machining & Heat Treatment:**
* Complex, deep-hole machining (e.g., for landing gear pistons) must account for the material's high strength after aging.
* Heat treatment furnaces must have proven temperature uniformity (±10°C throughout the work zone) for sections of this size.
---
### **Economic & Procurement Considerations**
* **Lead Time:** Extended due to double-melt process, forging, and extensive testing. Can be 6-12 months.
* **Cost:** **Significantly higher** than air-melted or single VAR product. Justified by the performance requirements of the application.
* **Minimum Order Quantity:** Typically large due to process economics (e.g., full ingot weight).
---
### **Summary**
**Latrobe Marvac 250 VIM-VAR in 10-inch cross-section** represents the **pinnacle of quality and reliability** for large, ultra-high-strength steel components. It is not merely a material but an **engineered solution** for applications where **material consistency at the core of a massive part is as critical as its surface properties**. The VIM-VAR process is non-negotiable for these applications, as it mitigates the inherent risks of segregation and inclusion-related failures in large sections. For engineers designing **primary load-bearing structures in aerospace and energy systems**—where the cost of failure is measured in lives and billions of dollars—this material provides the **necessary margin of safety and performance confidence**. It is the definitive choice when the specification reads: "**VIM-VAR melting required.**"
-:-
For detailed product information, please contact sales.
-:
Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Specification
Dimensions
Size:
Diameter 20-1000 mm Length <7375 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Properties
-:-
For detailed product information, please contact sales.
-:
Applications of Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Capillary
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Capillary
-:-
For detailed product information, please contact sales.
-:
Packing of Latrobe Marvac 250 VIM-VAR ; 10 in. High Strength Maraging Steel Capillary
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Capillary drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 3846 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition


")
 Cold Work Die Steel Sheet,Plate")

