1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
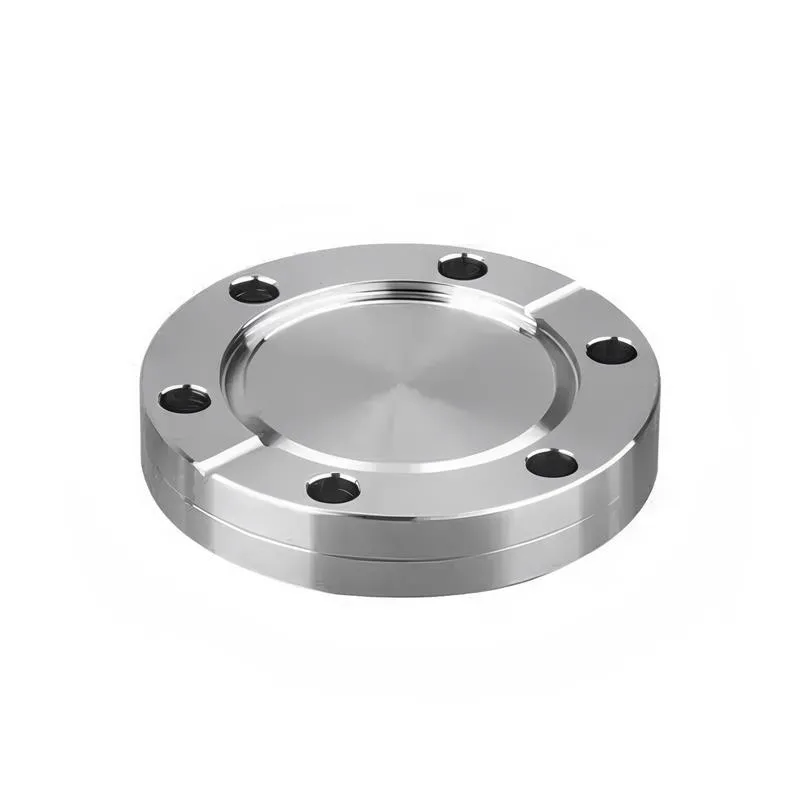
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
AISI 4150H Steel Flange, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled Product Information
-:-
For detailed product information, please contact sales.
-:
AISI 4150H Steel Flange, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled Synonyms
-:-
For detailed product information, please contact sales.
-:
AISI 4150H Steel, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled Product Information
-:-
For detailed product information, please contact sales.
-:
# **AISI 4150H Steel (Hardenability Grade, Fully Annealed Condition) Product Specification**
## **1. PRODUCT IDENTIFICATION & THERMAL PROCESS**
**Product:** AISI 4150H High-Carbon Chromium-Molybdenum Alloy Steel
**Material State:** Fully Annealed (Softened) - Hardenability Controlled Grade
**Specified Annealing Cycle:**
- **Austenitizing:** 830°C (1525°F) with sufficient soak
- **Controlled Cooling:** Furnace cool at 11°C/hour (20°F/hour)
- **Final Cooling:** Air cool from transformation completion temperature
**Metallurgical Significance:** This precise full annealing cycle is specifically engineered for the high-carbon AISI 4150H steel. The 830°C temperature ensures complete austenitization while minimizing grain growth for this alloy. The extremely slow cooling rate (11°C/hour) through the critical transformation range promotes maximum spheroidization of carbides and formation of coarse, soft pearlite in a ferrite matrix. This produces the **optimal microstructure for machinability and dimensional stability**. The "H" designation certifies that this material meets specific hardenability band requirements per SAE J1268, ensuring predictable and consistent response to subsequent heat treatment despite its high carbon content.
## **2. CHEMICAL COMPOSITION (Hardenability Controlled)**
The composition is tightly controlled to achieve both the high-carbon 4150 chemistry and guaranteed hardenability bands.
| Element | Composition Range (% by weight) | Role in Annealed Condition & Hardenability Control |
| :--- | :--- | :--- |
| **Carbon (C)** | **0.48 - 0.53** | **Highest in 41xx-H series.** Forms abundant spheroidized carbides during slow cooling. Provides exceptional hardenability potential but requires precise annealing to ensure machinability. |
| **Manganese (Mn)** | 0.75 - 1.10 | **Primary hardenability adjuster.** Range is expanded versus standard 4150 to allow precise Jominy curve positioning while maintaining softness in annealed state. |
| **Phosphorus (P)** | ≤ 0.030 | Tighter than standard 4150 (≤0.035) for consistent impact properties and machinability. |
| **Sulfur (S)** | ≤ 0.030 | Controlled for consistent machinability; may be optimized for free-machining variants. |
| **Silicon (Si)** | 0.15 - 0.35 | Deoxidizer; minimal effect in annealed condition. |
| **Chromium (Cr)** | 0.80 - 1.10 | Forms carbides that readily spheroidize during slow cooling. Major contributor to hardenability potential. |
| **Molybdenum (Mo)** | 0.15 - 0.25 | **Critical for hardenability control and microstructure.** Promotes complete spheroidization during annealing and ensures consistent hardenability response. |
**Carbon Equivalent (CE) for Weldability:** ~0.85-0.95 (indicates very poor weldability)
## **3. CERTIFIED HARDENABILITY (SAE J1268)**
The material carries certified hardenability data defining its predictable response to quenching, even in the annealed state.
**Standard Hardenability Band for 4150H:**
| Jominy Distance (1/16 in.) | As-Quenched Hardness Range, HRC (Min - Max) |
| :--- | :--- |
| **J1.5** | 58 - 64 |
| **J5** | 50 - 58 |
| **J10** | 42 - 52 |
| **J15** | 36 - 46 |
| **J20** | 32 - 42 |
**Engineering Value:** This certification is particularly valuable for 4150H due to its high carbon content. It guarantees that components machined from this annealed stock will achieve predictable and consistent through-hardening in sections up to 150mm (6") diameter when subsequently oil quenched.
## **4. MICROSTRUCTURE & METALLURGY**
**Microstructural Features:**
- **Matrix:** Ferrite with fully spheroidized carbides
- **Carbide Morphology:** Spheroidal, uniformly dispersed (≥95% spheroidization)
- **Carbide Size:** 0.5-2.0 μm diameter
- **Grain Size:** ASTM 6-8 (refined by controlled annealing)
- **Prior Structure:** Completely消除了 previous working history
**Annealing Transformation Details:**
- **Ac₁:** ~735°C
- **Ac₃:** ~780°C
- **Soak Time:** 2-3 hours per inch at 830°C
- **Critical Cooling:** 11°C/hour from 750°C to 650°C
- **Spheroidization Mechanism:** Dissolution of lamellar carbides followed by precipitation as spheres during slow cooling
## **5. PHYSICAL & MECHANICAL PROPERTIES (Annealed Condition)**
* **Physical Properties:**
* **Density:** 7.85 g/cm³
* **Melting Point:** ~1405°C (2560°F)
* **Modulus of Elasticity:** 205 GPa (29,700 ksi)
* **Thermal Conductivity:** 40.0 W/m·K @ 100°C
* **Coefficient of Thermal Expansion:** 11.0 µm/m·°C (20-100°C)
* **Specific Heat Capacity:** 460 J/kg·K
* **Mechanical Properties (Typical for This Annealed Condition):**
* **Tensile Strength:** 620 - 750 MPa (90,000 - 109,000 psi)
* **Yield Strength (0.2% Offset):** 380 - 480 MPa (55,000 - 70,000 psi)
* **Elongation (in 50mm):** **20% - 26%**
* **Reduction of Area:** **50% - 60%**
* **Hardness:** **185 - 225 HB** (Approx. 89-97 HRB)
* **Charpy V-Notch Impact (21°C):** 35 - 60 J (26 - 44 ft-lb)
* **Machinability Rating:** **Good (65-70% of B1112 standard)** - Remarkable for 0.5% carbon steel
* **Fatigue Strength:** ~250-300 MPa
## **6. PRODUCT APPLICATIONS (Annealed Condition)**
This condition serves as **premium machining stock** for the most demanding high-performance components requiring guaranteed through-hardening consistency.
* **Critical Power Transmission Components:**
- **Large gear blanks** for mining, marine, and wind turbine gearboxes
- **Heavy shafting** for generator sets and industrial drives
- **Differential carriers** and **pinion gears** for heavy equipment
* **Oil & Gas Drilling Equipment:**
- **Drill collar blanks** requiring predictable through-hardening
- **Tool joint pre-forms** for critical downhole tools
- **Wellhead component blanks** for high-pressure service
* **Heavy Machinery & Mining:**
- **Crusher shaft blanks** and **gear forgings**
- **Excavator swing mechanism components**
- **Large bearing races** and **slewing rings**
* **Aerospace & Defense:**
- **Landing gear component blanks** (with appropriate certification)
- **Helicopter rotor shaft pre-forms**
- **Armored vehicle suspension components**
* **Tooling & Die Manufacturing:**
- **Large plastic injection mold bases**
- **Die casting die blocks** for high-volume production
- **Precision fixture components** requiring stability
## **7. INTERNATIONAL STANDARDS & EQUIVALENT GRADES**
| Standard / Country | Designation | Equivalent Status | Critical Notes |
| :--- | :--- | :--- | :--- |
| **AISI/SAE** | **4150H** | Primary Standard | SAE J1268 governs hardenability |
| **ASTM** | **A304 Grade 4150H** | US Standard | For bars with hardenability requirements |
| **UNS** | **H41500** | Unified Numbering | |
| **DIN/EN** | **50CrMo4H (1.7228+H)** | **True equivalent** | 50CrMo4 (0.47-0.55%C) matches carbon range |
| **JIS** | **SCM445H** | Japanese H-grade | Specify high carbon range |
| **GB** | **50CrMoH / 55CrMoH** | Chinese H-grades | 50CrMoH preferred |
| **ISO** | **ISO 683-18 Type 50CrMo4** | International | Can specify hardenability |
## **8. PROCESSING & FABRICATION**
**Annealing Process Control:**
- **Temperature Uniformity:** ±8°C (±15°F) throughout load
- **Soak Time:** 2 hours per inch minimum at 830°C
- **Cooling Rate Control:** 11°C/hour ±1°C from 750°C to 650°C
- **Atmosphere:** Protective (endothermic or nitrogen-based) to limit decarburization to <0.15mm
- **Loading:** Proper spacing for uniform temperature and cooling
**Machinability (Optimal Condition):**
- **Tooling:** Carbide grade C2-C4 recommended for production
- **Cutting Speed:** 70-100 m/min (230-330 SFM) for turning
- **Feed Rate:** 0.15-0.30 mm/rev (0.006-0.012 in/rev)
- **Depth of Cut:** Up to 6mm (0.25") for roughing operations
- **Chip Control:** Produces broken chips with proper tool geometry
- **Surface Finish:** Can achieve 1.6 μm Ra with sharp tools
**Forming & Bending:**
- **Good cold formability** due to spheroidized structure
- **Minimum bend radius:** 3-4 × thickness
- **Hot forming preferred** for complex shapes
- **Springback allowance:** 2-3° required for precision bending
**Welding Characteristics:**
- **Very poor weldability** due to high carbon equivalent
- **Not recommended** in any condition
- **If absolutely necessary:** Preheat to 300-350°C, use specialized low-hydrogen electrodes, post-heat immediately to 650°C
- **Best practice:** Design to avoid welding; use mechanical fastening instead
## **9. SUBSEQUENT HEAT TREATMENT**
**Recommended Manufacturing Sequence:**
1. Receive in fully annealed condition (185-225 HB)
2. Rough machine (leave 2-3mm per side for finish)
3. Stress relieve at 600-650°C for 2 hours/inch (optional but recommended)
4. Finish machine to near-final dimensions
5. Harden: Austenitize at 815-830°C, oil quench
6. Temper: 425-600°C based on final property requirements
7. Final grinding (minimal stock removal)
**Critical Heat Treatment Considerations for 4150H:**
- **Quench Cracking Risk:** High due to carbon content; use interrupted or marquenching techniques for complex parts
- **Tempering:** Double tempering strongly recommended
- **Dimensional Change:** Allow 0.1-0.15% growth during hardening
- **Straightening:** Hot straightening only (300-400°C)
**Stress Relieving (After Machining):**
- Temperature: 600-650°C (1110-1200°F)
- Time: 2 hours per inch of thickness
- Cooling: Slow furnace cool (50°C/hour) to 300°C, then air cool
## **10. QUALITY ASSURANCE**
**Mandatory Certification:**
1. **Hardenability Test Report** (Jominy curve per SAE J1268)
2. **Chemical Analysis Certificate** (complete trace elements)
3. **Mechanical Test Report** for annealed condition
4. **Microstructure Report** (spheroidization percentage, grain size)
5. **Heat Treatment Certificate** with full temperature records
**Acceptance Criteria:**
- **Hardness:** 185-225 HB (fully annealed)
- **Spheroidization:** ≥95% spheroidized carbides
- **Decarburization:** ≤0.20mm total depth
- **Grain Size:** ASTM 6-8
- **Surface Quality:** Free from seams, laps, and rolling defects
**Additional Testing Available:**
- Ultrasonic testing per ASTM A388
- Magnetic particle inspection per ASTM E709
- Macro-etch examination per ASTM A381
- Retained austenite measurement (after hardening)
## **11. COMPARATIVE ANALYSIS**
**vs. Annealed 4140H:**
- +40-50 HB higher hardness in annealed state
- +15-20% higher tensile strength
- Lower machinability (65% vs 75% of B1112)
- Significantly greater hardenability depth
- Higher final hardness potential (up to 60+ HRC)
**vs. Normalized 4150:**
- Softer (185-225 HB vs 220-270 HB)
- Better machinability and formability
- More dimensional stability during machining
- Fully spheroidized vs pearlitic structure
**Value of "H" Designation for 4150:**
- **Essential** for predictable through-hardening of high-carbon steel
- Eliminates risk of soft spots in large sections
- Guarantees consistent core hardness after quenching
- Critical for safety components and high-value parts
## **12. DESIGN & SELECTION GUIDELINES**
**When to Specify Annealed 4150H:**
- Components >75mm diameter requiring predictable through-hardening
- Safety-critical parts where heat treatment consistency is non-negotiable
- High-value components where scrap cost from heat treatment failures is unacceptable
- Applications requiring certified material traceability and performance
- Parts with complex geometries where uniform hardening is challenging
**Design Considerations:**
- **Section transitions:** Minimum radius = 5mm or 0.5× section thickness
- **Machining allowances:** 2-3mm per side for finish grinding after heat treatment
- **Stress concentrations:** Avoid sharp corners and sudden changes in cross-section
- **Symmetry:** Design symmetrical to minimize heat treatment distortion
**Manufacturing Best Practices:**
- Complete all machining before final heat treatment
- Stress relieve after heavy rough machining
- Use sharp carbide tools with positive rake angles
- Consider cryogenic treatment after hardening for dimensional stability
- Specify final grinding after tempering for precision components
**Risk Management:**
- Higher quench cracking risk than lower-carbon steels
- Requires expert heat treatment process control
- Not suitable for field repair or modification
- Higher material and processing costs justified by performance
---
**TECHNICAL SUMMARY:** **AISI 4150H steel annealed at 830°C with controlled 11°C/hour cooling** represents the **ultimate premium starting material** for manufacturing ultra-high-performance components requiring guaranteed through-hardening consistency. This specific annealing treatment transforms the challenges of high-carbon steel (typically difficult to machine and prone to heat treatment issues) into advantages by creating a fully spheroidized, machinable microstructure while preserving exceptional hardenability potential. The "H" grade certification is particularly critical for 4150, as it guarantees predictable hardening behavior in large cross-sections where variations could lead to catastrophic failure. This material condition is specified not for ordinary applications, but for the most demanding components in energy, heavy machinery, and critical transportation systems where reliability, predictability, and performance are paramount. When failure is not an option and components must perform identically whether produced today or years from now, annealed 4150H provides the material certainty that engineers require for mission-critical designs.
-:-
For detailed product information, please contact sales.
-:
AISI 4150H Steel, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6230 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
AISI 4150H Steel, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled Properties
-:-
For detailed product information, please contact sales.
-:
Applications of AISI 4150H Steel Flange, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers AISI 4150H Steel Flange, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled
-:-
For detailed product information, please contact sales.
-:
Packing of AISI 4150H Steel Flange, annealed at 830°C (1525°F), furnace cooled 11°C (20°F)/hour, air cooled
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2701 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition