1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
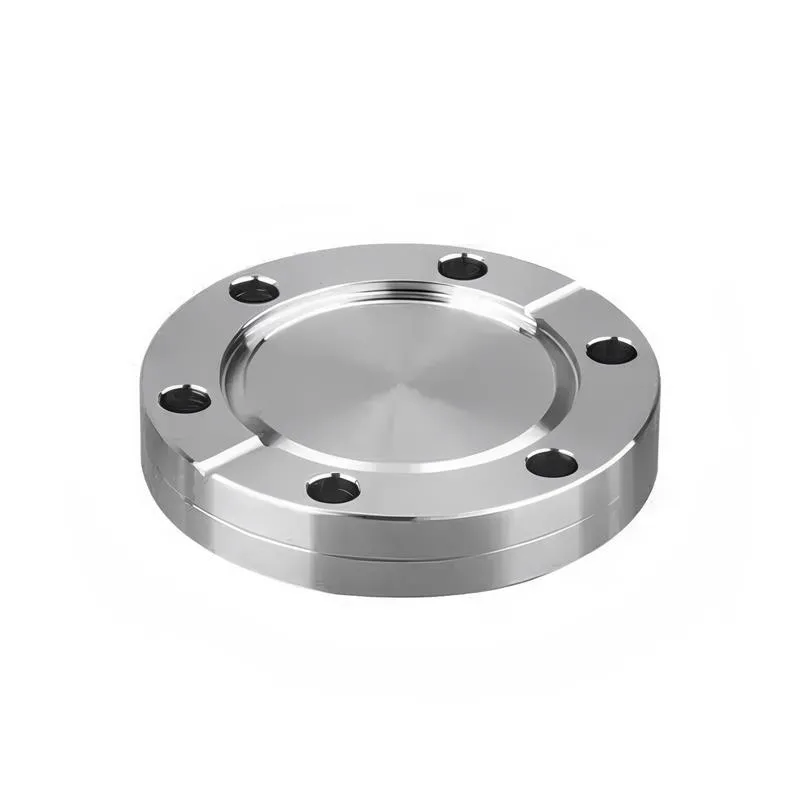
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
Crucible Steel Flange CPM® 1V® High Alloy Tool Steel Flange Product Information
-:-
For detailed product information, please contact sales.
-:
Crucible Steel Flange CPM® 1V® High Alloy Tool Steel Flange Synonyms
-:-
For detailed product information, please contact sales.
-:
Crucible Steel CPM® 1V® High Alloy Tool Steel Product Information
-:-
For detailed product information, please contact sales.
-:
# **Product Datasheet: Crucible CPM® 1V® High Toughness Tool Steel**
## **1. Product Overview**
**CPM® 1V®** is a patented, premium **high-toughness, low-alloy tool steel** manufactured by Crucible Industries LLC using the proprietary **Crucible Particle Metallurgy (CPM®)** process. This advanced manufacturing technique produces a steel with an exceptionally uniform, fine carbide distribution, resulting in outstanding combination of **impact toughness, wear resistance, and dimensional stability** unmatched by conventional cast/wrought tool steels. CPM 1V is specifically engineered to bridge the gap between high-toughness, low-wear steels and highly wear-resistant, lower-toughness steels, making it the material of choice for demanding applications requiring superior fracture resistance under severe loading conditions.
## **2. International Standards & Designations**
| System/Authority | Designation | Specification Title / Relationship |
| :--- | :--- | :--- |
| **Proprietary (Crucible)** | **CPM® 1V®** | Registered Trademark of Crucible Industries LLC |
| **AISI** | **No direct equivalent** | Unique composition and processing |
| **UNS** | **No standard UNS** | Proprietary grade |
| **ASTM** | **A681** (Type approximates) | Can be specified under custom grade requirements |
| **European** | **No direct EN equivalent** | Often compared to modified 6F7 / 6F2 types |
| **Common Names** | CPM 1V, Particle Metallurgy 1V, Ultra-Tough Tool Steel |
**Note:** CPM® is a registered trademark and 1V® is a patented grade. Material is supplied exclusively to Crucible's specifications.
## **3. Chemical Composition (% by Weight)**
The chemistry is a low-alloy, medium-carbon design optimized for toughness with good wear resistance.
| Element | CPM 1V Typical Specification | Metallurgical Function |
| :--- | :--- | :--- |
| **Carbon (C)** | **0.50** | Provides matrix strength and hardness through martensite formation; balanced for optimal toughness. |
| **Chromium (Cr)** | **0.80** | Contributes to hardenability and mild corrosion resistance. |
| **Molybdenum (Mo)** | **1.30** | **Primary alloy:** Potent hardenability agent, promotes secondary hardening, refines grain, forms fine, tough Mo₂C carbides. |
| **Vanadium (V)** | **0.20** | Forms hard, fine, wear-resistant V₄C₃ carbides; strongly inhibits grain growth. |
| **Silicon (Si)** | **0.20** | Deoxidizer, solid solution strengthener. |
| **Manganese (Mn)** | **0.30** | Austenite stabilizer, aids hardenability. |
| **Sulfur (S)** | **≤ 0.010** | Ultra-low to maximize transverse toughness and ductility. |
| **Phosphorus (P)** | **≤ 0.010** | Ultra-low to prevent embrittlement. |
| **Iron (Fe)** | Balance | Matrix. |
**CPM® Process Advantage:** The **Particle Metallurgy** manufacturing ensures that the carbide-forming elements (Mo, V) are uniformly distributed as **fine, spherical carbides (1-3 microns)**, eliminating the coarse carbide networks and segregation common in conventional tool steels. This microstructure is the source of its superior properties.
## **4. Mechanical & Physical Properties**
Properties are for material in the hardened and tempered condition, typically double-tempered.
| Property | Typical Values (Hardened & Double Tempered) | Condition / Notes |
| :--- | :--- | :--- |
| **Recommended Heat Treat** | **Austenitize:** 1010-1040°C (1850-1900°F), Air or Salt Quench
**Temper:** 540-595°C (1000-1100°F) Double Temper | Targets secondary hardening peak for optimal toughness/hardness balance. |
| **Achievable Hardness Range** | **54 - 60 HRC** (Typical aim: **56-58 HRC**) | Can be tempered to other hardnesses with property trade-offs. |
| **Compressive Yield Strength** | **~2700 - 3100 MPa (390 - 450 ksi)** | Extremely high, critical for die applications. |
| **Transverse Rupture Strength (TRS)** | **~4000 - 5000 MPa (580 - 725 ksi)** | Exceptional, indicative of high toughness under bending loads. |
| **Modulus of Elasticity** | **210 GPa (30.5 × 10⁶ psi)** | |
| **Fracture Toughness (KIC)** | **~75 - 100 MPa√m** | **Exceptional for tool steel** at >55 HRC. |
| **Impact Toughness (Charpy C-notch)** | **~40 - 60 J (30 - 45 ft-lb)** | **Outstanding** for its hardness level. |
| **Abrasion Resistance** | **Good** (Better than H13/A2, less than high-vanadium steels like D2/CPM 10V). | Fine carbides provide good wear. |
| **Density** | **~7.8 g/cm³** | |
| **Thermal Conductivity** | **~30 W/m·K @ 20°C** | |
| **Coefficient of Thermal Expansion** | **~11.5 × 10⁻⁶ /°C (20-200°C)** | |
| **Dimensional Stability** | **Excellent** (Air hardening, minimal transformation stress). | |
## **5. Key Characteristics & Advantages**
* **Unparalleled Toughness-to-Hardness Ratio:** The standout feature. Offers the highest known toughness of any commercial tool steel in the 55-60 HRC range.
* **Excellent Impact & Fatigue Resistance:** Superior resistance to chipping, cracking, and fatigue failure under cyclic loading.
* **Good Wear Resistance:** The fine, uniformly distributed carbides provide consistent wear performance superior to many conventional tool steels.
* **High Dimensional Stability:** Air-hardening with minimal distortion simplifies heat treatment of complex dies.
* **Good Machinability & Grindability:** The absence of large, hard primary carbides (like in D2) makes it easier to machine and grind than many high-alloy tool steels.
* **Isotropic Properties:** The CPM process eliminates directionality; properties are uniform in all orientations.
* **Consistent Performance:** Batch-to-batch uniformity is extremely high.
## **6. Primary Applications**
CPM 1V is specified for the most demanding tooling applications where failure by chipping or catastrophic fracture is a primary concern.
* **Punching, Blanking, and Forming Dies:** For high-strength materials (e.g., advanced high-strength steel - AHSS, silicon steel laminations, spring steel) where extreme edge toughness is required.
* **Cold Work Tooling:** Upsetter dies, header dies, and cold extrusion punches subject to high shock loads.
* **Shear Blades & Knives:** For cutting abrasive or tough materials where edge integrity is critical.
* **Mining & Earth Drilling Tools:** Bits and cutting elements requiring high impact resistance.
* **Plastic Molding Inserts:** For abrasive or glass-filled polymers where toughness prevents cracking.
* **Specialty Fasteners & High-Strength Components:** Used in aerospace and defense for non-tooling applications requiring ultra-high toughness at high strength.
* **Slitter Knives & Industrial Blades.**
## **7. Heat Treatment Guidelines (Critical for Optimal Performance)**
* **Stress Relieving (after rough machining):** 650-675°C (1200-1250°F), slow cool.
* **Preheating:** **Essential.** Heat uniformly in two stages: 1) 550-600°C (1020-1110°F), 2) 815-870°C (1500-1600°F).
* **Austenitizing:** **1010-1040°C (1850-1900°F).** Soak time: 30-45 minutes for small sections, 45-60 min for large. Use neutral salt or vacuum atmosphere.
* **Quenching:** Air cool or positive pressure gas quench (in vacuum furnace). **Do not oil quench.**
* **Tempering:** **Double temper immediately.** First temper at target temperature (e.g., 540-595°C / 1000-1100°F) for minimum 2 hours. Cool to room temperature. Second temper at same or slightly higher temperature for 2+ hours. **Tempering below 540°C is not recommended** as it misses the secondary hardening peak and yields lower toughness.
* **Cryogenic Treatment:** Optional after quenching (before tempering) to enhance properties.
## **8. Machining & Fabrication**
* **Annealed Hardness:** ~210-230 HB. Good machinability with carbide tools.
* **EDM:** Performs well. Use fine-finish settings and temper after EDM to remove the "white layer" (recast layer).
* **Grinding:** Use aluminum oxide or CBN wheels with light passes and ample coolant.
* **Welding:** Possible with careful procedure (preheat to 425-480°C / 800-900°F, use matching or high-toughness filler, post-heat and temper). However, welding is generally avoided on finished tools.
## **9. Comparison with Competing Tool Steels**
| Property | **CPM 1V** | AISI S7 | AISI A2 | CPM 3V |
| :--- | :--- | :--- | :--- | :--- |
| **Typical Hardness** | 56-58 HRC | 56-58 HRC | 58-60 HRC | 58-60 HRC |
| **Toughness (KIC)** | **Excellent** | Very Good | Good | **Excellent** |
| **Wear Resistance** | Good | Fair | Very Good | **Excellent** |
| **Primary Carbide Size** | **Very Fine (<3µm)** | Fine | Medium/Coarse | **Very Fine (<3µm)** |
| **Optimal For** | **Extreme Shock Loads** | General Shock | General Purpose | **Wear + Toughness** |
---
**Disclaimer:** This datasheet describes the proprietary **Crucible CPM® 1V®** tool steel. **CPM®** and **1V®** are registered trademarks of Crucible Industries LLC. All technical data is based on Crucible's published literature and typical industry experience. **Processing parameters, especially heat treatment, are critical and must be followed precisely as recommended by the material producer.** Final performance depends on proper fabrication, heat treatment, and application conditions. For design and procurement, consult directly with Crucible Industries or an authorized distributor for the most current specifications and technical support. This material is a premium product intended for demanding applications where its unique property balance justifies the cost.
-:-
For detailed product information, please contact sales.
-:
Crucible Steel CPM® 1V® High Alloy Tool Steel Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6424 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
Crucible Steel CPM® 1V® High Alloy Tool Steel Properties
-:-
For detailed product information, please contact sales.
-:
Applications of Crucible Steel Flange CPM® 1V® High Alloy Tool Steel Flange
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers Crucible Steel Flange CPM® 1V® High Alloy Tool Steel Flange
-:-
For detailed product information, please contact sales.
-:
Packing of Crucible Steel Flange CPM® 1V® High Alloy Tool Steel Flange
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2895 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition



")

