1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
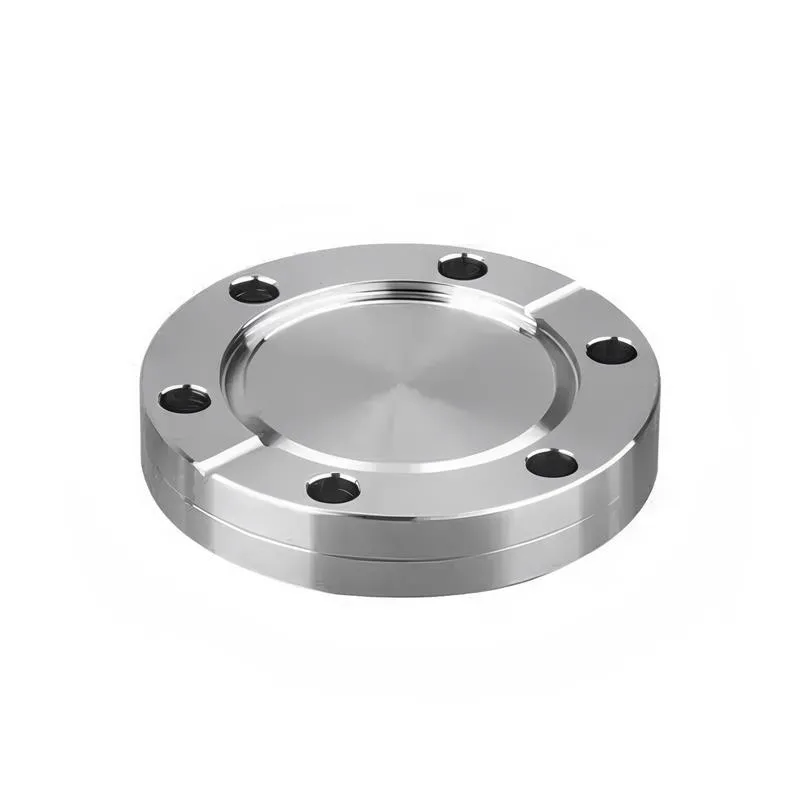
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
InduSteel Flange CREUSABRO® 4800 Advanced Technology in Wear Steel Flange Product Information
-:-
For detailed product information, please contact sales.
-:
InduSteel Flange CREUSABRO® 4800 Advanced Technology in Wear Steel Flange Synonyms
-:-
For detailed product information, please contact sales.
-:
Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel Product Information
-:-
For detailed product information, please contact sales.
-:
# **Product Datasheet: Industeel CREUSABRO® 4800 Advanced Wear Steel**
## **1. Product Overview**
**CREUSABRO® 4800** represents the pinnacle of advanced work-hardening wear steel technology from Industeel (ArcelorMittal), engineered for applications where **extreme abrasion resistance must coexist with exceptional impact toughness and superior weldability**. Building upon the patented CREUSABRO® metallurgical platform, the 4800 grade delivers a unique combination of **very high initial hardness (480 HBW) with extraordinary work-hardening capacity**, allowing surface hardness to increase significantly under operational impact. This "self-reinforcing" characteristic creates a dynamically adapting wear surface that outperforms conventional static-hardness steels in severe combined impact/abrasion environments, while maintaining fabrication-friendly properties uncommon in materials of this hardness class.
## **2. International Standards & Designations**
| System/Authority | Designation | Specification Title / Relationship |
| :--- | :--- | :--- |
| **Manufacturer** | **Industeel CREUSABRO® 4800** | Proprietary brand name, trademark of ArcelorMittal |
| **Hardness Class** | **480 HBW Nominal** | Minimum as-delivered hardness specification |
| **Common Names** | CREUSABRO 4800, Advanced Work-Hardening Wear Plate, Premium Abrasion-Resistant Steel |
**Note:** As a proprietary advanced technology product, CREUSABRO® 4800 does not have direct equivalents in standard specifications like EN or ASTM. It is typically supplied against the manufacturer's proprietary technical delivery conditions, which often reference or exceed the mechanical requirements of grades like **EN 10025-6 S1300Q** or **ASTM A514 Gr. 130 [ksi]** for strength, while incorporating specific wear and toughness guarantees.
## **3. Chemical Composition (% by Weight)**
The chemistry is a sophisticated, balanced alloy system designed to produce a high-hardness martensitic matrix with optimal precipitate distribution for work-hardening behavior.
| Element | Typical CREUSABRO® 4800 Range | Metallurgical Function & Rationale |
| :--- | :--- | :--- |
| **Carbon (C)** | **0.15 - 0.25** | Higher than 4000 grade for increased as-delivered hardness and carbide volume, while remaining controlled for weldability. |
| **Manganese (Mn)** | **1.20 - 1.80** | Critical for solid solution strengthening, austenite stability, and hardenability. Prevents brittle martensite formation. |
| **Phosphorus (P)** | **≤ 0.015** | Ultra-low to eliminate temper embrittlement risks. |
| **Sulfur (S)** | **≤ 0.003** | Extremely low for maximum transverse ductility, impact toughness, and weld integrity. |
| **Silicon (Si)** | **≤ 0.50** | Deoxidizer and solid solution strengthener. |
| **Chromium (Cr)** | **1.50 - 2.20** | Primary carbide former (M₇C₃, M₂₃C₆); significantly increases hardenability, wear resistance, and corrosion/oxidation resistance. |
| **Molybdenum (Mo)** | **0.40 - 0.80** | Potent hardenability agent; promotes fine secondary carbides (Mo₂C) for precipitation strengthening and enhances high-temperature strength. |
| **Nickel (Ni)** | **≤ 1.20** | **Crucial toughness element:** Lowers ductile-brittle transition temperature dramatically, enabling high impact resistance at very high hardness. |
| **Boron (B)** | **≤ 0.004** (Trace) | Powerful hardenability multiplier, allowing a leaner overall alloy design for better toughness. |
| **Niobium (Nb)** | **≤ 0.06** | **Key microalloy:** Forms fine, stable Nb(C,N) precipitates for intense grain refinement and precipitation strengthening. |
| **Vanadium (V)** | **≤ 0.10** (Optional) | Contributes to secondary hardening via V₄C₃ precipitation; enhances wear resistance. |
| **Titanium (Ti)** | **≤ 0.025** | Added for nitride formation (TiN) to protect boron and provide additional grain boundary pinning. |
| **Iron (Fe)** | Balance | Matrix. |
**Advanced Metallurgical Principle:** The steel is supplied in a **quenched and low-temperature tempered condition**. Its microstructure consists of a **very fine, high-carbon martensitic lath structure** with a controlled amount of **retained austenite** and a uniform dispersion of **primary and secondary carbides** (Cr-rich carbides, NbC, Mo₂C). Under impact or severe compressive stress in service, the **retained austenite transforms to martensite (TRIP effect)**, and intense dislocation activity around the hard precipitates leads to massive **work hardening**, pushing surface hardness to **550+ HBW**.
## **4. Mechanical & Physical Properties**
| Property | As-Delivered Condition (Typical) | Service-Hardened Surface (Typical) | Test Standard / Notes |
| :--- | :--- | :--- | :--- |
| **Nominal Hardness** | **480 - 530 HBW** | **550 - 600+ HBW** | EN ISO 6506-1 |
| **Yield Strength (Rp0.2)** | **≥ 1300 MPa (≥ 188 ksi)** | Increases significantly | EN ISO 6892-1 |
| **Tensile Strength (Rm)** | **1450 - 1650 MPa (210 - 239 ksi)** | Increases significantly | EN ISO 6892-1 |
| **Elongation (A₅)** | **≥ 10%** | Localized surface decrease | EN ISO 6892-1 |
| **Impact Toughness (Charpy V-notch)** | **≥ 30 J at 20°C**
**≥ 15 J at -40°C** | Core properties remain high | EN ISO 148-1; **Exceptional for this hardness** |
| **Bend Test** | Bend to 180° over mandrel **t ≤ 2.0 * t** (plate thickness) | -- | EN ISO 7438 (Indicates good residual ductility) |
| **Modulus of Elasticity (E)** | **~210 GPa** | -- | -- |
| **Density** | **7.85 g/cm³** | -- | -- |
| **Abrasion Resistance** (Relative Loss) | **Index: ~1.5-1.8** (vs. 400 HB Ref.) | **Index: >2.0** (vs. 400 HB Ref.) | ASTM G65 (Dry Sand/Rubber Wheel) or equivalent. **Dramatically superior.** |
| **Work-Hardening Depth** | -- | **Significant** (several millimeters) | Dependent on impact energy/service conditions |
## **5. Key Characteristics & Advantages**
* **Ultimate Wear Performance:** Offers the highest tier of abrasion resistance in the CREUSABRO® family, with **dynamically increasing surface hardness** under impact, leading to service life extensions of **200-300% or more** compared to standard 500 HB static-hardness steels in high-impact applications.
* **Unmatched Toughness-Hardness Combination:** Delivers impact toughness levels typically associated with 400 HB steels, but at 480+ HBW hardness. This **virtually eliminates the risk of catastrophic brittle fracture** common in high-hardness materials.
* **Superior Resistance to Deformation & Indentation:** Extremely high yield strength prevents plastic flow and groove formation under extreme point loads.
* **Good Weldability (for its class):** While requiring strict procedures, it can be reliably welded and repaired in the field—a critical advantage over non-weldable cast alternatives.
* **Excellent Impact Fatigue Resistance:** Withstands repeated heavy impacts without spalling or crack initiation.
* **Broad Service Temperature Range:** Maintains good properties from **-40°C to +250°C**.
## **6. Primary Applications**
Designed for the world's most severe wear applications where cost-per-ton of material moved is the ultimate metric.
* **Mining - Extreme Duty:** **Primary crusher mantles/concaves (secondary applications), dump truck body liners** (high impact zones), **loader buckets** (for hard rock), **shovel dippers, chute liners** under large rock impact, **screening applications** with heavy blinding.
* **Quarrying & Aggregates:** **Crusher rotor tips, anvils, and feed tubes** for vertical shaft impactors (VSIs), **hammer mill hammers** for abrasive stone.
* **Construction & Demolition:** **Crusher jaws** for reinforced concrete, **demolition shear** wear plates, **tunnel boring machine** cutter rings and wear plates.
* **Cement Industry:** **Raw mill hammer crusher** components, **clinker crusher hammers**, **fan blades** in high-ash environments.
* **Steel Industry:** **Slag pot liners, skid pipes** in pelletizing plants, **wear plates** in sinter plants.
* **Power Generation - Severe Service:** **Bottom ash conveyor screws, pulverizer** wear parts for highly abrasive fuels.
## **7. Fabrication & Welding Guidelines**
* **Cutting:** **Plasma cutting** (preferred) or **abrasive waterjet cutting**. **Oxy-fuel cutting is NOT recommended** due to extreme risk of hardening and cracking; if unavoidable, requires special high-temperature preheat (>250°C) and post-heat slow cooling.
* **Drilling/Machining:** **Carbide tooling is mandatory.** Use slow speeds, heavy feeds, and rigid setups. Pre-drilling for bolts is required.
* **Bending/Cold Forming:** **Very limited.** Hot forming is strongly recommended for any significant bending.
* **Welding (Requires Expert Procedure):**
* **Preheat:** **Mandatory and Critical.** **250-300°C minimum.** Maintain interpass temperature.
* **Filler Metal:** Use **tough, ductile, undermatching electrodes** (~600-800 MPa yield). Common choice: basic low-hydrogen electrodes like **AWS E11018M** or specially formulated wear-grade wires (e.g., containing 1-3% Ni).
* **Heat Input:** Control strictly to **1.0 - 1.8 kJ/mm.**
* **Post-Weld Heat Treatment (PWHT):** **Highly Recommended.** Stress relieve at **550-600°C for 1-2 hours** and furnace cool. This is crucial for preventing hydrogen-induced cracking (HIC) and stress corrosion cracking in the HAZ.
* **Buttering:** Use a buttering layer of softer weld metal on edges before welding to dissimilar steels (e.g., mild steel frames).
## **8. Comparative Performance**
| Scenario | **CREUSABRO® 4800** | Standard 500 HB Q&T Steel | High-Chromium White Cast Iron (27% Cr) |
| :--- | :--- | :--- | :--- |
| **As-Delivered Hardness** | 480-530 HBW | 500-550 HBW | 600-750 HV (Harder) |
| **Hardness After Impact** | **550-600+ HBW** | ~500-550 HBW | 600-750 HV (Static) |
| **Impact Toughness** | **High (30J+)** | Low (5-15J) | **Very Low (<5J) - Brittle** |
| **Weldability/Repairability** | **Good (with procedure)** | Poor/Difficult | **Not Weldable** |
| **Optimal Service** | **Severe Impact + Extreme Abrasion** | **Moderate Impact / High Abrasion** | **Pure Abrasion / No Impact** |
| **Failure Mode** | Gradual, predictable wear | Sudden spalling or cracking | **Catastrophic fracture** |
---
**Disclaimer:** This datasheet describes the advanced technology product **Industeel CREUSABRO® 4800**. **CREUSABRO® is a registered trademark of ArcelorMittal.** The exceptional performance, particularly the work-hardening effect, is dependent on specific in-service mechanical activation (impact stress). This is a **premium material** whose successful application requires **expert engineering** in selection, design (avoiding stress concentrators), and **specialized fabrication techniques**. Consultation with **Industeel's technical service team is essential** prior to specification and fabrication planning. All welding must be performed by qualified personnel using qualified procedures specific to this grade.
-:-
For detailed product information, please contact sales.
-:
Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6429 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
Industeel CREUSABRO® 4800 Advanced Technology in Wear Steel Properties
-:-
For detailed product information, please contact sales.
-:
Applications of InduSteel Flange CREUSABRO® 4800 Advanced Technology in Wear Steel Flange
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers InduSteel Flange CREUSABRO® 4800 Advanced Technology in Wear Steel Flange
-:-
For detailed product information, please contact sales.
-:
Packing of InduSteel Flange CREUSABRO® 4800 Advanced Technology in Wear Steel Flange
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2900 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition




 Titanium Alloy Filler Metal Titanium Alloy Flange")
