1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
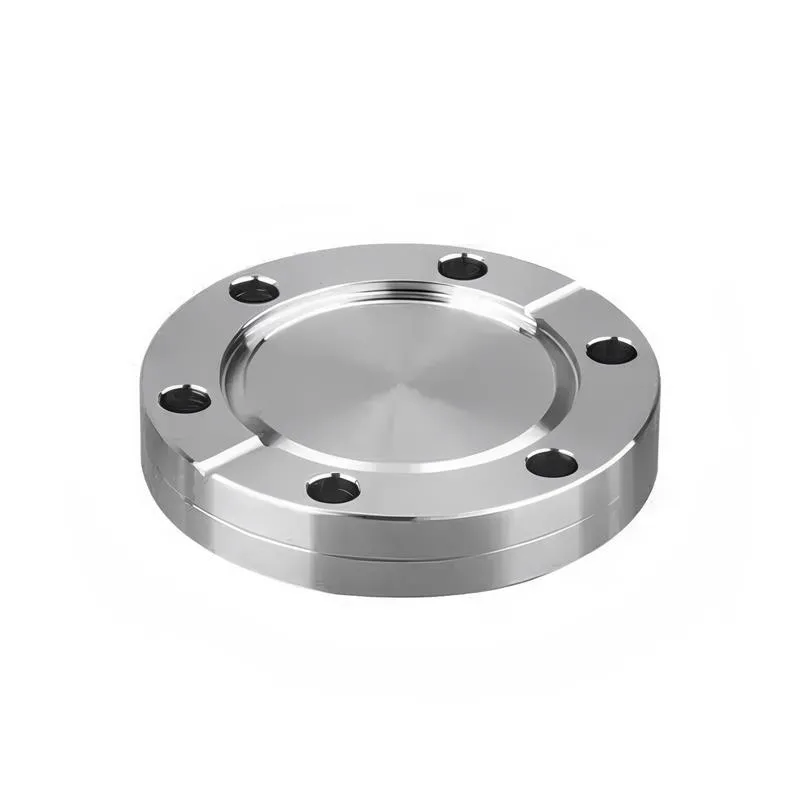
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
InduSteel Flange SUPERELSO® 690CR Quenched and Tempered High Strength Steel Flange for Leg Components of Jack-up Rigs Product Information
-:-
For detailed product information, please contact sales.
-:
InduSteel Flange SUPERELSO® 690CR Quenched and Tempered High Strength Steel Flange for Leg Components of Jack-up Rigs Synonyms
-:-
For detailed product information, please contact sales.
-:
Industeel SUPERELSO® 690CR Quenched and Tempered High Strength Steel for Leg Components of Jack-up Rigs Product Information
-:-
For detailed product information, please contact sales.
-:
# **Product Datasheet: Industeel SUPERELSO® 690CR Quenched & Tempered High-Strength Steel for Jack-Up Rig Leg Components**
## **1. Product Overview**
**SUPERELSO® 690CR** is a specialized **ultra-high-strength, quenched and tempered (Q&T) steel plate** developed by Industeel (ArcelorMittal) specifically for **critical leg components of self-elevating (jack-up) offshore platforms**. The "690" denotes a **minimum yield strength of 690 MPa**, while "CR" signifies **Crack-resistant** properties optimized for the extreme cyclic loading, high stress concentrations, and corrosive marine environment inherent to jack-up operations. This steel represents the pinnacle of offshore structural engineering materials, designed to deliver maximum structural efficiency, exceptional fatigue performance, and superior fracture toughness in the most demanding marine applications.
## **2. International Standards & Designations**
| System/Authority | Designation | Specification / Application Standard |
| :--- | :--- | :--- |
| **Manufacturer** | **Industeel SUPERELSO® 690CR** | Proprietary brand name, trademark of ArcelorMittal |
| **European** | **EN 10225:2019** | Weldable structural steels for fixed offshore structures - Technical delivery conditions |
| **Grade per EN 10225** | **S690G1 / S690G2** | Offshore grades with specific toughness and through-thickness requirements (G2 for more critical applications) |
| **Offshore Standards** | **DNVGL-OS-B101** | Metallic materials (DNV GL) |
| **API** | **API 2H** (Approximate) | Specification for Offshore Structural Steel Plates |
| **Common Names** | S690Q Offshore Steel, Jack-Up Leg Steel, 690 MPa High-Strength Offshore Plate |
## **3. Chemical Composition (% by Weight)**
The chemistry is engineered for ultra-high strength, deep hardenability, and maximum toughness in thick sections, with strict control of residual and trace elements.
| Element | Typical SUPERELSO® 690CR Range (Offshore Optimized) | Metallurgical Rationale for Jack-Up Legs |
| :--- | :--- | :--- |
| **Carbon (C)** | **≤ 0.16** (Often 0.08-0.12) | Kept very low to ensure excellent weldability, minimize HAZ hardness, and maximize toughness in thick-section welds. |
| **Manganese (Mn)** | **≤ 1.70** | Primary solid solution strengthener; controlled to prevent excessive segregation in thick plates. |
| **Phosphorus (P)** | **≤ 0.015** | Ultra-low to prevent temper embrittlement and ensure long-term integrity. |
| **Sulfur (S)** | **≤ 0.005** | **Extremely low** is mandatory for superior through-thickness properties (Z-quality) and to minimize susceptibility to lamellar tearing in highly restrained leg node welds. |
| **Silicon (Si)** | **≤ 0.50** | Deoxidizer. |
| **Chromium (Cr)** | **≤ 1.00** | Enhances hardenability and provides moderate seawater corrosion resistance. |
| **Nickel (Ni)** | **≤ 2.00** | **Critical for toughness:** Profoundly lowers ductile-brittle transition temperature, essential for North Sea and Arctic operations. |
| **Molybdenum (Mo)** | **≤ 0.70** | Enhances hardenability for through-thickness properties and improves strength at high tempering temperatures. |
| **Vanadium (V)** | **≤ 0.08** | Controlled microaddition for precipitation strengthening. |
| **Niobium (Nb)** | **≤ 0.05** | **Key grain refiner:** Creates ultra-fine austenite grains during TMCP for exceptional toughness and strength. |
| **Boron (B)** | **≤ 0.005** (Trace) | Powerful hardenability enhancer for uniform properties in thick sections. |
| **Copper (Cu)** | **≤ 0.30** | Residual; often limited to avoid hot-shortness during welding. |
| **Aluminum (Al)** | **≤ 0.06** | For grain size control (AlN formation). |
| **Calcium (Ca)** | **Optional treatment** | For sulfide shape control to further improve transverse properties. |
## **4. Mechanical & Physical Properties**
Properties are guaranteed for thick plates (commonly up to **150 mm**), meeting the most stringent offshore class requirements.
| Property | Standard Requirement / Typical Value (e.g., EN 10225 S690G2) | Test Standard | Importance for Jack-Up Legs |
| :--- | :--- | :--- | :--- |
| **Yield Strength (Rp0.2)** | **690 - 850 MPa** (Min. 690 MPa) | EN ISO 6892-1 | Enables lightweight, high-capacity leg design. Must be consistent through thickness. |
| **Tensile Strength (Rm)** | **770 - 950 MPa** | EN ISO 6892-1 | |
| **Yield-to-Tensile Ratio** | **≤ 0.92** (Typically 0.88-0.92) | -- | Ensures a safety margin against plastic collapse. |
| **Elongation (A₅)** | **≥ 14%** | EN ISO 6892-1 | Good ductility for overload situations. |
| **Impact Toughness (Charpy V-notch)** | **≥ 60 J at -40°C** (Longitudinal & Transverse)
**≥ 45 J at -60°C** (Optional) | EN ISO 148-1 | **Critical.** Legs are subjected to low temperatures and dynamic loads. High transverse toughness is vital. |
| **Through-Thickness (Z) Property** | **Z35 Minimum (≥ 35% RA)** | EN 10164 | **Mandatory.** Prevents lamellar tearing in the complex, highly constrained welded joints of chords, braces, and spud cans. |
| **Maximum Hardness** | Typically **240 - 320 HBW** | EN ISO 6506-1 | Controlled for weldability. |
| **Fatigue Performance (Detail Category)** | **Class 100+ MPa** (Δσ at 2x10⁶ cycles) | EN 1993-1-9 / DNV-RP-C203 | **Exceptional.** Must withstand millions of stress cycles from waves, wind, and preloading operations. |
| **CTOD Fracture Toughness** | **≥ 0.15 mm at -10°C** (Typically required) | ISO 12135 / BS 7448 | **Key "CR" property.** Validates resistance to crack propagation under plane-strain conditions in thick sections. |
## **5. Key Characteristics & Advantages**
* **Engineered for Fatigue-Critical Applications:** Microstructure and chemistry are optimized to provide exceptional fatigue crack initiation and propagation resistance, directly addressing the primary failure mode for jack-up leg components.
* **Superior Fracture Toughness (CTOD):** The "CR" designation guarantees high Crack Tip Opening Displacement values, ensuring tolerance to fabrication flaws and in-service damage without catastrophic failure.
* **Exceptional Through-Thickness Properties:** Guaranteed **Z35 quality** and extremely low sulfur prevent lamellar tearing in the thick, highly restrained welds characteristic of leg nodes.
* **Deep & Uniform Hardenability:** Advanced quenching technology ensures consistent mechanical properties from surface to core in plates over **100 mm thick**, eliminating soft zones.
* **Excellent Weldability (for its strength class):** Low carbon equivalent allows welding of thick sections with controlled procedures, though preheat and strict thermal management are required.
* **Class Society Approval:** Typically supplied with full **DNV GL, ABS, or Lloyd's Register** approval, including specific fatigue and fracture mechanics testing.
## **6. Primary Applications in Jack-Up Rigs**
SUPERELSO® 690CR is specified for the most highly stressed, fatigue-critical components of the leg structure.
* **Leg Chords (Main Racks):** The primary vertical compression/tension members. Material must withstand high axial loads and bending moments.
* **Leg Braces (Lacings):** Diagonal members connecting chords, subject to complex cyclic stresses.
* **Spud Cans / Footings:** The large foundations at the base of each leg, experiencing high bearing stresses and bending at the connection to the leg.
* **Leg-Hull Connection Units (Pintles/ Saddle):** Critical nodes transferring the entire platform load between the hull and legs.
* **Guide Structures & Jacking Gear Support:** Components subject to high localized contact stresses and fatigue.
## **7. Fabrication & Welding Guidelines (Specialized)**
* **Cutting:** **Plasma or waterjet cutting** preferred. Oxy-fuel cutting edges must be ground back to remove the hardened, crack-sensitive layer.
* **Forming:** **Hot forming** is typically required for thick plates. Any hot forming must be followed by a full **re-quench and temper** cycle to restore properties.
* **Welding (Highly Controlled):**
* **Preheat & Interpass:** **Mandatory.** Typically **150-200°C** for thick sections, strictly monitored.
* **Filler Metals:** Use **tough, matching-strength consumables** (e.g., ~690 MPa yield) with excellent low-temperature impact properties (e.g., Ni-containing).
* **Heat Input:** Strictly controlled (e.g., 1.5-3.0 kJ/mm) to preserve HAZ toughness.
* **Post Weld Heat Treatment (PWHT):** **Often mandatory** for leg nodes and thick welds to relieve residual stresses and temper the HAZ.
* **Inspection:** 100% **NDT (UT, MPI)** of all welds is standard. **Hardness testing** of HAZ and weld metal is required.
* **CTOD Testing:** **Welding Procedure Qualification (WPQR)** for critical joints must include **CTOD testing** of the weld metal and HAZ at the design temperature.
## **8. Comparison with Other Offshore Steels**
| Parameter | **SUPERELSO® 690CR** | S500G2+ (Standard Offshore) | S690Q (Non-Offshore) |
| :--- | :--- | :--- | :--- |
| **Min. Yield Strength** | **690 MPa** | 500 MPa | 690 MPa |
| **Key Design Driver** | **Fatigue & Fracture Toughness** | General Strength & Toughness | **Static Strength** |
| **Typical Application** | **Jack-Up Legs, Critical Nodes** | Jacket Braces, Deck Beams | General Heavy Construction |
| **CTOD Requirement** | **Yes, Stringent** | Sometimes | Rarely |
| **Z-Quality Requirement** | **Z35 (Mandatory)** | Z25 or Z35 | Not always specified |
| **Class Approval** | **Full Offshore Approval** | Standard Approval | Mill Certificate |
---
**Disclaimer:** This datasheet describes **Industeel SUPERELSO® 690CR**, a specialized steel for **critical offshore structures**. **SUPERELSO® is a registered trademark of ArcelorMittal.** Application in jack-up rig legs involves **extreme engineering responsibility** and **must comply with all relevant offshore classification society rules** (DNVGL, ABS, LR, etc.), international standards (ISO 19905), and project-specific specifications. Material selection, design (including detailed fatigue and fracture mechanics analysis), fabrication, and inspection **require the involvement of qualified offshore structural and welding engineers**. This material is a premium solution where performance, safety, and total lifecycle cost justify the investment.
-:-
For detailed product information, please contact sales.
-:
Industeel SUPERELSO® 690CR Quenched and Tempered High Strength Steel for Leg Components of Jack-up Rigs Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6436 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
Industeel SUPERELSO® 690CR Quenched and Tempered High Strength Steel for Leg Components of Jack-up Rigs Properties
-:-
For detailed product information, please contact sales.
-:
Applications of InduSteel Flange SUPERELSO® 690CR Quenched and Tempered High Strength Steel Flange for Leg Components of Jack-up Rigs
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers InduSteel Flange SUPERELSO® 690CR Quenched and Tempered High Strength Steel Flange for Leg Components of Jack-up Rigs
-:-
For detailed product information, please contact sales.
-:
Packing of InduSteel Flange SUPERELSO® 690CR Quenched and Tempered High Strength Steel Flange for Leg Components of Jack-up Rigs
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2907 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition