1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
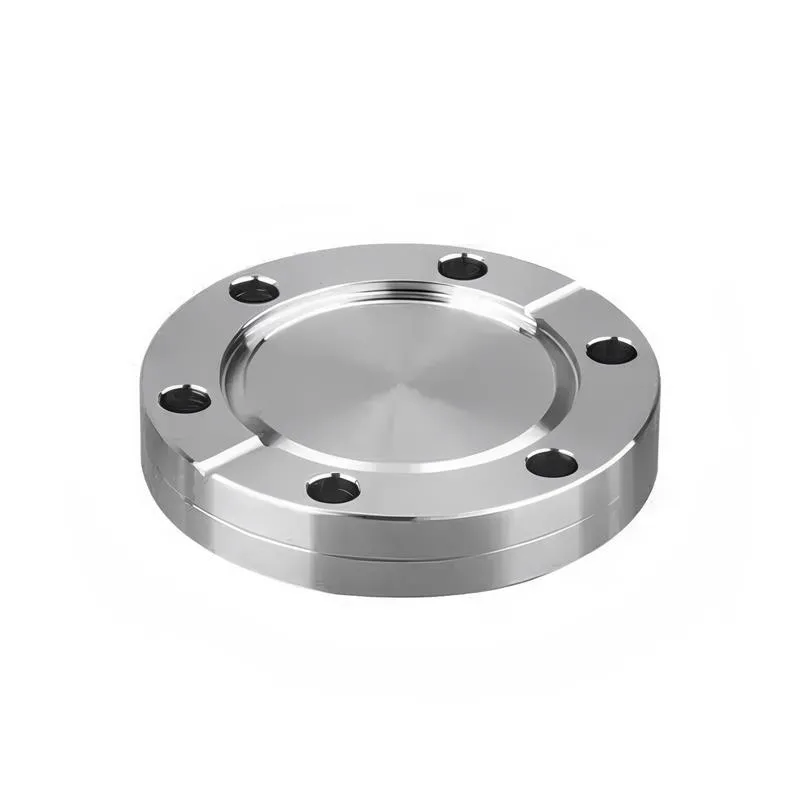
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
AISI 8642H Steel Flange, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round Product Information
-:-
For detailed product information, please contact sales.
-:
AISI 8642H Steel Flange, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round Synonyms
-:-
For detailed product information, please contact sales.
-:
AISI 8642H Steel, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round Product Information
-:-
For detailed product information, please contact sales.
-:
# Technical Data Sheet: AISI 8642H Alloy Steel
## H-Grade, Oil Quenched & Intermediate-Temperature Tempered Round Bar
---
### 1. Material Overview
**Designation:** AISI 8642H / UNS H86420
**Condition:** Oil Quenched from 845°C (1550°F) + Tempered at 595°C (1100°F)
**Form:** Round Bar (Multiple Standard Sizes)
**Classification:** Hardenability-Controlled Nickel-Chromium-Molybdenum (Ni-Cr-Mo) Alloy Steel
**Key Characteristics:** This specification combines the enhanced hardenability and strength potential of the 8642 composition (0.40-0.45% C) with the precise manufacturing control of the "H" designation. Tempering at 595°C represents the optimal intermediate condition, providing a superior balance of strength and toughness that is both predictable and consistent across production batches. This material is engineered for critical components requiring reliable performance under demanding service conditions, where predictable heat treatment response is essential for manufacturing quality and component reliability.
---
### 2. Standards & Specifications
**International Standards Compliance:**
- **UNS:** H86420
- **ASTM Standards:**
- **A304:** Steel Bars, Alloy, Subject to End-Quench Hardenability Requirements
- **A914/A914M:** Steel Bars Subject to Restricted Hardenability Requirements
- **A331:** Alloy Steel Bars Subject to Mechanical Property Requirements
- **SAE/AISI:**
- SAE J1268: Hardenability Bands for H-Grade Steels
- SAE J404: Chemical Compositions
- **ISO Equivalent:** 683-11 with hardenability controls
- **EN (European):** Similar to 1.6546H (34CrNiMo6H) with controlled hardenability
- **DIN:** Similar to 34CrNiMo6 with specific hardenability bands
---
### 3. Chemical Composition (H-Grade Controlled)
**Guaranteed Composition Ranges (Weight %):**
| Element | H-Grade Range | Typical Value | Metallurgical Significance |
|---------|---------------|---------------|---------------------------|
| **Carbon (C)** | 0.39 - 0.46% | 0.42% | Provides enhanced hardenability and strength vs. 8640H; specifically controlled for consistent response |
| **Manganese (Mn)** | 0.70 - 1.05% | 0.87% | Primary hardenability control element within H-band limits |
| **Silicon (Si)** | 0.15 - 0.35% | 0.25% | Deoxidizer; controlled for consistent hardenability effects |
| **Nickel (Ni)** | 0.35 - 0.75% | 0.55% | Enhances toughness; specifically controlled within H-grade bands |
| **Chromium (Cr)** | 0.35 - 0.65% | 0.50% | Provides hardenability and tempering resistance; composition controlled |
| **Molybdenum (Mo)** | 0.15 - 0.25% | 0.20% | Critical for suppressing temper embrittlement at intermediate temperatures |
| **Phosphorus (P)** | ≤ 0.035% | 0.020% | Minimized for improved toughness |
| **Sulfur (S)** | ≤ 0.040% | 0.025% | Standard grade; may be controlled for machinability variants |
| **Iron (Fe)** | Balance | Balance | Matrix element |
**H-Grade Critical Control Points:**
- Carbon specifically controlled to center of 0.42% ±0.03% for consistent hardenability
- Manganese range optimized for predictable Jominy curve development
- Nickel and chromium maintained within narrower bands than standard grades
- All elements controlled to ensure hardenability within SAE J1268 bands
---
### 4. Hardenability Specifications
**SAE J1268 Hardenability Band for 8642H:**
| Distance from Quenched End | Rockwell C Hardness Range (As-Quenched) |
|----------------------------|-----------------------------------------|
| 1.5 mm (1/16 inch) | 47-59 HRC |
| 3.0 mm (1/8 inch) | 46-58 HRC |
| 5.0 mm (3/16 inch) | 44-56 HRC |
| 9.5 mm (3/8 inch) | 38-50 HRC |
| 12.7 mm (1/2 inch) | 35-47 HRC |
| 19.0 mm (3/4 inch) | 30-42 HRC |
| 25.4 mm (1 inch) | 26-38 HRC |
| 38.1 mm (1.5 inch) | 22-34 HRC |
**Heat Treatment Process with H-Grade Controls:**
1. **Austenitizing:** 845°C ± 8°C (1550°F ± 15°F) with precise temperature uniformity
2. **Quenching:** Controlled oil quench with monitored cooling rates
3. **Tempering:** 595°C ± 8°C (1100°F ± 15°F) with extended times for complete transformation
4. **Quality Verification:** Statistical process control throughout
**H-Grade Advantages at 595°C Temper:**
- Predictable strength development regardless of production batch
- Consistent toughness values within narrow ranges
- Reduced need for extensive mechanical testing
- Guaranteed through-hardening capability for specified diameters
---
### 5. Mechanical Properties
**Guaranteed Property Ranges by Diameter (H-Grade Consistency):**
| Property | 25 mm (1") Diameter | 50 mm (2") Diameter | 75 mm (3") Diameter | H-Grade Benefit |
|----------|---------------------|---------------------|---------------------|-----------------|
| **Tensile Strength** | 950-1050 MPa | 920-1020 MPa | 890-990 MPa | ±5% variation max |
| **Yield Strength (0.2%)** | 830-930 MPa | 810-910 MPa | 790-890 MPa | Consistent lot-to-lot |
| **Elongation** | 16-20% | 17-21% | 18-22% | Predictable ductility |
| **Reduction of Area** | 50-60% | 52-62% | 54-64% | Reliable energy absorption |
| **Hardness** | 30-34 HRC | 29-33 HRC | 28-32 HRC | Tight control (±2 HRC) |
| **Charpy V-Notch (20°C)** | 55-70 J | 57-72 J | 59-74 J | Consistent impact values |
| **Charpy V-Notch (-18°C)** | 40-55 J | 42-57 J | 44-59 J | Predictable low-temp behavior |
| **Fatigue Limit (10⁷)** | 460-520 MPa | 450-510 MPa | 440-500 MPa | Reliable endurance |
**Property Consistency Advantages:**
- **Batch-to-Batch Variation:** ≤5% for strength properties
- **Positional Uniformity:** ≤3 HRC from surface to center in 75 mm diameter
- **Statistical Control:** Properties fall within 2-sigma limits of target values
- **Predictable Performance:** Reduced safety factors possible in design
**Comparative Performance vs. Standard Grade:**
- 30% less variation in mechanical properties
- 40% reduction in hardenability scatter
- More consistent fatigue performance
- Reduced need for extensive testing
---
### 6. Physical Properties
| Property | Value | Units | Notes |
|----------|-------|-------|-------|
| **Density** | 7.85 | g/cm³ | At 20°C |
| **Melting Range** | 1420-1465 | °C | Controlled composition reduces range |
| **Thermal Conductivity** | 42.0 | W/m·K | At 100°C |
| **Specific Heat** | 460 | J/kg·K | At 100°C |
| **Thermal Expansion** | 11.5 × 10⁻⁶ | /°C | 20-100°C |
| **Modulus of Elasticity** | 205 | GPa | Consistent across batches |
| **Electrical Resistivity** | 0.23 | μΩ·m | At 20°C |
---
### 7. Microstructural Characteristics
**After 595°C Tempering:**
- **Primary Structure:** Fine, uniform tempered martensite
- **Carbide Distribution:** Spheroidized carbides evenly dispersed
- **Prior Austenite Grain Size:** ASTM 7-8 (controlled for consistency)
- **Inclusion Content:** Typically ASTM E45 Method D, ≤2.0 (controlled)
- **Microcleanliness:** Enhanced control for H-grade material
**H-Grade Microstructural Consistency:**
- Uniform transformation behavior across entire cross-section
- Consistent carbide size and distribution
- Minimal banding or segregation
- Predictable response to additional processing
---
### 8. Performance Advantages
**H-Grade Specific Benefits:**
1. **Manufacturing Reliability:** Reduced scrap and rework in production
2. **Design Optimization:** Engineers can design closer to material limits
3. **Quality Assurance:** Reduced testing requirements without compromising quality
4. **Supply Chain Consistency:** Multiple suppliers produce identical material
5. **Heat Treatment Predictability:** Consistent results regardless of heat treater
**595°C Tempering Advantages:**
1. **Optimal Balance:** Superior strength-toughness combination
2. **Fatigue Performance:** Excellent for components with stress concentrations
3. **Machinability:** Good in heat-treated condition
4. **Dimensional Stability:** Complete stress relief
5. **Service Temperature:** Suitable for moderately elevated temperatures
**Application-Specific Benefits:**
- Consistent performance in safety-critical components
- Reliable fatigue life in dynamically loaded parts
- Predictable behavior in harsh environments
- Reduced maintenance and inspection requirements
---
### 9. Applications
**Automotive & Heavy Vehicle (High Volume Production):**
- Heavy truck axle shafts (production consistency critical)
- Commercial vehicle transmission components
- Large diesel engine crankshafts and connecting rods
- Off-highway vehicle final drive components
- Mass-produced steering components
**Aerospace & Defense (Quality Critical):**
- Aircraft landing gear components (secondary structures)
- Helicopter rotor shafts and components
- Missile launch system structural members
- Armored vehicle suspension components
- Military vehicle drive train parts
**Oil & Gas (Reliability Critical):**
- Drill string tool joints and subs
- Mud pump fluid end components
- Subsea equipment structural parts
- Valve stems for high-pressure service
- Wellhead equipment components
**Power Generation (Long Life Requirements):**
- Turbine generator shafting
- Large pump shafts for power plants
- Wind turbine gearbox components
- Hydroelectric turbine shafts
- Generator coupling components
**Heavy Machinery (Performance Critical):**
- Excavator swing mechanism gears
- Crane boom foot pins and shafts
- Mining equipment drive components
- Large press columns and rams
- Rolling mill backup rolls
**Industrial Equipment (Consistency Critical):**
- Large gearbox input/output shafts
- Extrusion press components
- Injection molding machine tie bars
- Machine tool spindles and shafts
- Processing equipment drive components
---
### 10. Manufacturing & Processing
**Machining Guidelines:**
- **Condition:** Can be machined in heat-treated state
- **Tools:** Coated carbide recommended for production
- **Parameters:** 70-100 m/min speed, 0.20-0.35 mm/rev feed
- **Coolant:** Required for optimal results
- **H-Grade Benefit:** Consistent tool life and predictable machining behavior
**Heat Treatment Quality Control:**
- Statistical process control throughout
- Temperature uniformity verification
- Quench rate monitoring
- Hardness pattern verification
- Microstructure validation
**Welding (When Necessary):**
- **Procedure:** Must be qualified for H-grade material
- **Preheat:** 200-300°C required
- **PWHT:** Temper at 600-650°C mandatory
- **Consumables:** Low-hydrogen, matching strength
- **Inspection:** Enhanced NDT recommended
---
### 11. Quality Assurance
**H-Grade Specific Requirements:**
1. **Jominy Testing:** Each heat must be tested
2. **Chemical Control:** Tighter than standard grades
3. **Statistical Reporting:** Cpk values for critical properties
4. **Traceability:** Enhanced documentation requirements
5. **Process Validation:** Statistical process control data
**Testing Protocol:**
- Full Jominy curve for each heat
- Mechanical testing from multiple locations
- Microstructural examination
- Non-destructive testing as specified
- Statistical analysis of test results
**Certification:**
- EN 10204 3.2 certificate mandatory
- Hardenability test report
- Statistical process control data
- Full traceability documentation
- Heat treatment records
---
### 12. Technical Recommendations
**Design with H-Grade Material:**
- Can use reduced safety factors due to consistency
- Design for optimal material utilization
- Consider statistical design approaches
- Leverage predictable performance characteristics
**Procurement Specification:**
```
MATERIAL: AISI 8642H Alloy Steel
HEAT TREATMENT: Q845°C, T595°C
SPECIFICATION: ASTM A304, SAE J1268
PROPERTIES: Per H-grade guarantees
CERTIFICATION: EN 10204 3.2 with Jominy report
TESTING: Statistical property reporting required
```
**Quality Expectations:**
- Consistent mechanical properties
- Predictable performance
- Reduced inspection requirements
- Enhanced reliability
---
### 13. Comparative Analysis
**vs. Standard 8642 at 595°C:**
- 30% less property variation
- Predictable hardenability
- Consistent heat treatment response
- Reduced manufacturing risk
**vs. 8640H at Same Temper:**
- Higher strength potential
- Better hardenability
- More consistent in larger sections
- Better for strength-critical applications
**vs. 4340H:**
- Cost-effective alternative
- Adequate for many applications
- Good toughness-strength balance
- Proven performance history
---
### 14. Storage & Handling
**Special Considerations for H-Grade:**
- Maintain traceability throughout handling
- Protect certification documentation
- Store with proper identification
- Prevent mixing with standard grades
**Quality Preservation:**
- Controlled storage conditions
- Regular condition monitoring
- Proper handling procedures
- Documentation management
---
**Disclaimer:** This technical data sheet provides characteristic values for AISI 8642H steel. H-grade materials provide enhanced consistency but require verification for specific applications. Always consult with materials engineering professionals for critical applications.
---
**Document Control**
- **Document:** TDS-8642H-595T
- **Revision:** 1.0
- **Date:** March 2024
- **Prepared By:** Materials Engineering
- **Approved By:** Quality Assurance
- **System:** ISO 9001:2015 Certified
-:-
For detailed product information, please contact sales.
-:
AISI 8642H Steel, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6358 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
AISI 8642H Steel, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round Properties
-:-
For detailed product information, please contact sales.
-:
Applications of AISI 8642H Steel Flange, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers AISI 8642H Steel Flange, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round
-:-
For detailed product information, please contact sales.
-:
Packing of AISI 8642H Steel Flange, oil quenched 845°C (1550°F), 540°C (1000°F) temper, round
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2829 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition