1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
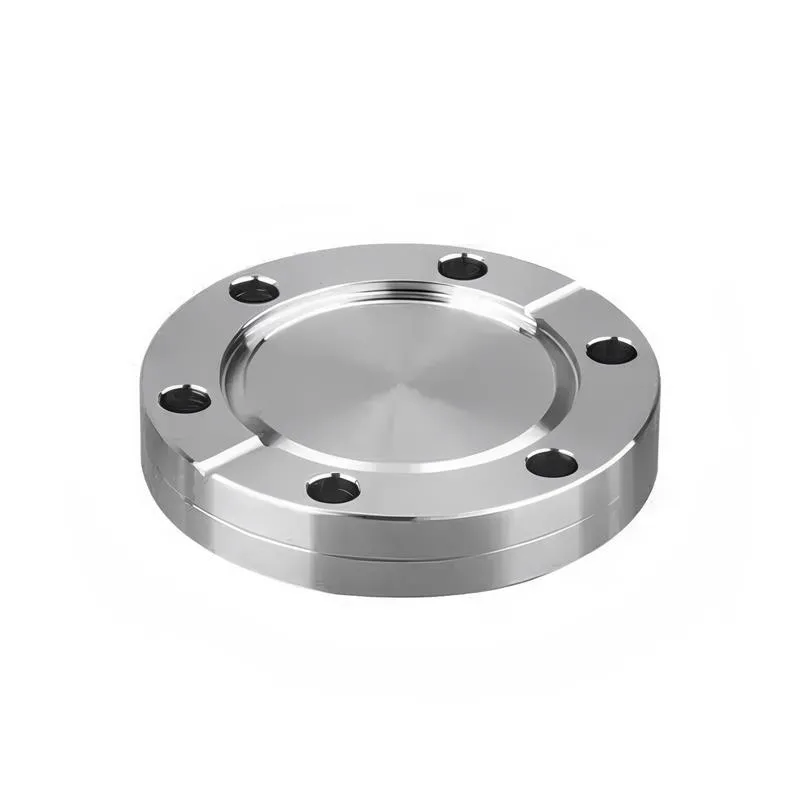
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
AISI 94B30 Steel Flange, Annealed Cold Drawn Bar (UNS G94301) Product Information
-:-
For detailed product information, please contact sales.
-:
AISI 94B30 Steel Flange, Annealed Cold Drawn Bar (UNS G94301) Synonyms
-:-
For detailed product information, please contact sales.
-:
AISI 94B30 Steel, Annealed Cold Drawn Bar (UNS G94301) Product Information
-:-
For detailed product information, please contact sales.
-:
# **Product Datasheet: AISI 94B30 Alloy Steel - Annealed Cold Drawn Bar**
---
## **1. Product Overview**
AISI 94B30 (UNS G94301) is a medium-carbon boron-treated alloy steel designed for applications requiring high strength, good hardenability, and excellent machinability. Supplied as **Annealed Cold Drawn Bars**, this product combines the dimensional precision and superior surface finish of cold drawing with a softened microstructure optimized for subsequent machining and forming operations. The addition of boron significantly enhances hardenability without requiring substantial amounts of expensive alloying elements, making it a cost-effective solution for high-strength components.
---
## **2. International Standards & Designations**
| Standard System | Designation |
| :--- | :--- |
| **UNS** | G94301 |
| **AISI / SAE** | 94B30 |
| **ASTM** | A322, A304 (Standard Specification for Steel Bars, Alloy) |
| **SAE** | J404, J412 (Chemical Composition Standards) |
| **AMS** | AMS 6320 (Aerospace Material Specification - Bar, forgings, and forging stock) |
| **FED** | QQ-S-637 (Steel, Bars, Alloy, Hot-Wrought or Cold-Finished) |
| **Common Industry Name** | Boron Steel 94B30, 94B30 H Steel |
---
## **3. Chemical Composition (% by Weight)**
The composition balances strength, hardenability, and manufacturability. Boron is added in minute quantities but has a profound effect.
| Element | Minimum (%) | Maximum (%) | Typical (%) | Function |
| :--- | :--- | :--- | :--- | :--- |
| **Carbon (C)** | 0.28 | 0.33 | 0.30 | Provides core strength and hardness. |
| **Manganese (Mn)** | 0.75 | 1.00 | 0.85 | Increases strength, hardenability, and combines with sulfur. |
| **Phosphorus (P)** | - | 0.035 | 0.020 | Residual element (impurity). |
| **Sulfur (S)** | - | 0.040 | 0.025 | Improves machinability. Slightly higher than in non-machining grades. |
| **Silicon (Si)** | 0.20 | 0.35 | 0.25 | Deoxidizer, provides strength. |
| **Nickel (Ni)** | - | - | ≤0.25 | Residual. |
| **Chromium (Cr)** | 0.35 | 0.65 | 0.50 | Enhances hardenability, wear resistance, and corrosion resistance. |
| **Molybdenum (Mo)** | 0.08 | 0.15 | 0.10 | Promotes hardenability, strength at high temperatures. |
| **Boron (B)** | 0.0005 | 0.003 | 0.0015 | **Crucial Element:** Dramatically increases hardenability at very low concentrations. |
| **Iron (Fe)** | Balance | | | Base metal. |
---
## **4. Physical & Mechanical Properties (Annealed Cold Drawn Condition)**
The annealing process after cold drawing produces a soft, uniform microstructure (typically spheroidized pearlite/ferrite) ideal for machining.
| Property | Typical Value / Range | Test Standard |
| :--- | :--- | :--- |
| **Condition** | Annealed after Cold Drawing | - |
| **Hardness (Brinell HBW)** | 187 - 229 HB | ASTM E10 |
| **Tensile Strength** | 620 - 750 MPa (90 - 110 ksi) | ASTM A370 |
| **Yield Strength (0.2% Offset)** | 415 - 550 MPa (60 - 80 ksi) | ASTM A370 |
| **Elongation (in 50mm / 2")** | 22% - 28% | ASTM A370 |
| **Reduction of Area** | 45% - 55% | ASTM A370 |
| **Modulus of Elasticity** | 205 GPa (29.7 x 10⁶ psi) | - |
| **Machinability Rating** | ~65% (vs. 1212 Carbon Steel as 100%) | - |
| **Density** | 7.85 g/cm³ (0.284 lb/in³) | - |
| **Surface Finish** | Excellent (Typ. Ra 1.6 - 3.2 μm / 63 - 125 μin) | - |
| **Dimensional Tolerance** | Meets ASTM A108 Cold Finished standards (e.g., ±0.075mm) | ASTM A108 |
**Post Heat-Treatment Potential:** After proper quenching and tempering, this steel can achieve a tensile strength of **1000 - 1200 MPa (145 - 175 ksi)** or higher, depending on the section size and specific heat treatment parameters.
---
## **5. Key Features & Advantages**
* **Excellent Hardenability-to-Cost Ratio:** Boron addition provides deep hardening characteristics comparable to higher-alloy steels at a lower cost.
* **Superior Machinability (Annealed State):** The annealed, cold-drawn condition offers predictable and efficient machinability with good chip formation and tool life.
* **High Strength Potential:** Serves as an excellent "blank" for components that will be heat-treated to high strength levels.
* **Good Dimensional Accuracy & Surface Quality:** The cold drawing process ensures tight tolerances and a smooth, scale-free surface, reducing preparation time.
* **Good Forgeability:** Can be hot forged successfully prior to final machining and heat treatment.
---
## **6. Primary Applications**
94B30 is widely used in the automotive, agricultural, and general manufacturing sectors for high-stress, heat-treated components.
* **Automotive:** Axle shafts, connecting rods, high-strength bolts and studs, steering linkage components, torsion bars, and transmission gears/shafts.
* **Agricultural Machinery:** Gears, drive shafts, tillage tool components, and high-strength pins and bushings.
* **Industrial Equipment:** Hydraulic piston rods, spindles, heavy-duty fasteners, and machinery parts requiring a combination of toughness and wear resistance.
* **General Engineering:** Any critical component that will be machined and subsequently heat-treated (quenched & tempered) to achieve a high strength-to-weight ratio.
---
## **7. Processing & Fabrication Guidelines**
* **Machining:** Optimal in the supplied annealed condition. Use positive rake tools, adequate coolant, and speeds/feeds appropriate for alloy steels of this hardness.
* **Heat Treatment (Subsequent):** Requires full austenitizing (typical range: 845-870°C / 1550-1600°F), oil quenching, and tempering to achieve desired final properties. Boron's effectiveness depends on protecting it from forming nitrides/oxides; a neutral atmosphere during austenitizing is beneficial.
* **Cold Forming:** Limited forming is possible in the annealed state. Severe forming should be done hot.
* **Welding:** **Precautions Required.** The carbon and boron content increase susceptibility to cracking. Recommended methods include low-hydrogen processes (SMAW with EXX18 electrodes, GTAW). Preheating (150-260°C / 300-500°F) and Post-Weld Heat Treatment (PWHT) are **essential** for most applications to prevent cracking and restore properties in the heat-affected zone (HAZ).
* **Forging:** Forge at 1150-925°C (2100-1700°F). Do not forge below 925°C. Cool slowly after forging, preferably in a furnace or insulating material, to prevent hardening and cracking. Annealing is required after forging and before machining.
---
## **8. Disclaimer**
The information contained in this datasheet is for general reference only. Properties can vary based on manufacturer, specific processing history, and bar diameter. For critical applications, consultation with the material supplier and thorough testing under actual service conditions are strongly recommended. Always adhere to relevant safety data sheets (SDS) for handling and processing.
-:-
For detailed product information, please contact sales.
-:
AISI 94B30 Steel, Annealed Cold Drawn Bar (UNS G94301) Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6397 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
AISI 94B30 Steel, Annealed Cold Drawn Bar (UNS G94301) Properties
-:-
For detailed product information, please contact sales.
-:
Applications of AISI 94B30 Steel Flange, Annealed Cold Drawn Bar (UNS G94301)
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers AISI 94B30 Steel Flange, Annealed Cold Drawn Bar (UNS G94301)
-:-
For detailed product information, please contact sales.
-:
Packing of AISI 94B30 Steel Flange, Annealed Cold Drawn Bar (UNS G94301)
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2868 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition


 (AISI D2)")

