InduSteel Flange,FORA 400 Wear Resistant Steel Flange, 400 HB
Product Code : FL-Steel-1328-CU
We provide InduSteel Flange,FORA 400 Wear Resistant Steel Flange, 400 HB Manufacturing types: Forging, Casting, Cutting, Rolling.We can manufacture in accordance with these standards.GB/T 9112–9124-2010 Steel Pipe Flanges , JB Series , HG Series, ASME B16.5, BS4504, DIN , JIS,CBM,etc
1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
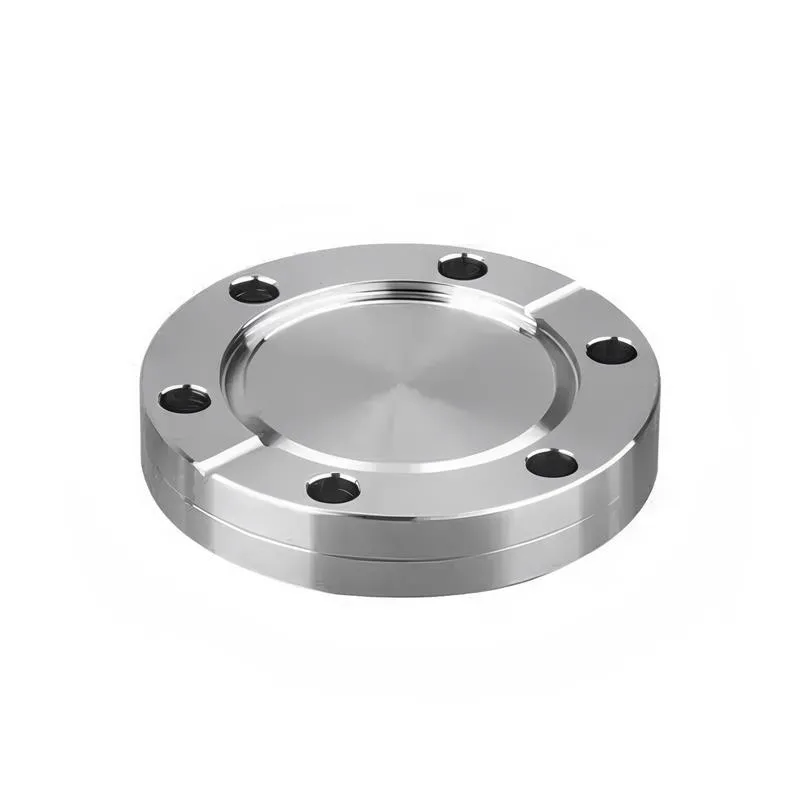
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
InduSteel Flange FORA 400 Wear Resistant Steel Flange, 400 HB Product Information
-:-
For detailed product information, please contact sales.
-:
InduSteel Flange FORA 400 Wear Resistant Steel Flange, 400 HB Synonyms
-:-
For detailed product information, please contact sales.
-:
Industeel FORA 400 Wear Resistant Steel, 400 HB Product Information
-:-
For detailed product information, please contact sales.
-:
# **Product Datasheet: Industeel FORA 400 Wear Resistant Steel**
## **1. Product Overview**
**FORA 400** is a high-performance **quenched and tempered abrasion-resistant steel plate** developed by Industeel (ArcelorMittal) for applications demanding **superior wear resistance, good impact strength, and excellent structural integrity**. As a member of Industeel's FORA family, this grade delivers a guaranteed minimum hardness of **400 HBW** through advanced heat treatment processes, providing optimal protection against material loss in moderately to severely abrasive environments. FORA 400 balances hardness with notable toughness, making it suitable for applications where impact resistance and weldability are as important as pure abrasion resistance.
## **2. International Standards & Designations**
| System/Authority | Designation | Specification / Relationship |
| :--- | :--- | :--- |
| **Manufacturer** | **Industeel FORA 400** | Proprietary brand name |
| **Hardness Class** | **400 HBW Minimum** | Nominal hardness specification |
| **ISO** | **ISO 21933:2020** | Abrasion-resistant steel plate (General reference) |
| **European** | **EN 10025-6:2019** | High yield strength steel plates in Q&T condition (Property reference) |
| **Common Names** | 400HB Wear Plate, AR400 Steel Plate, Abrasion Resistant Steel 400 |
## **3. Chemical Composition (% by Weight)**
FORA 400 utilizes a carefully balanced low-alloy chemistry optimized for consistent hardenability and mechanical properties.
| Element | Typical FORA 400 Composition | Metallurgical Function |
| :--- | :--- | :--- |
| **Carbon (C)** | **0.18 - 0.25** | Primary hardenability element providing martensitic transformation capability |
| **Manganese (Mn)** | **1.20 - 1.60** | Enhances hardenability and solid solution strengthening |
| **Silicon (Si)** | **0.15 - 0.50** | Deoxidizer and solid solution strengthener |
| **Phosphorus (P)** | **≤ 0.020** | Controlled impurity level |
| **Sulfur (S)** | **≤ 0.008** | Low sulfur improves transverse properties and weldability |
| **Chromium (Cr)** | **0.30 - 0.80** | Improves hardenability and wear resistance |
| **Molybdenum (Mo)** | **0.10 - 0.30** | Enhances hardenability and tempering resistance |
| **Boron (B)** | **0.001 - 0.005** | Potent hardenability enhancer ensuring through-thickness properties |
| **Nickel (Ni)** | **≤ 0.50** | Optional addition for improved toughness |
| **Vanadium (V)** | **≤ 0.10** | Optional microalloy for grain refinement |
| **Iron (Fe)** | Balance | Base material |
**Manufacturing Process:** Produced via **Electric Arc Furnace melting → Secondary refining → Continuous casting → Controlled rolling → Direct Quenching & Tempering (DQQ&T)**. This process creates a uniform **tempered martensitic microstructure** with fine carbide distribution throughout the plate thickness.
## **4. Mechanical & Physical Properties**
| Property | Specification / Typical Range | Test Standard | Notes |
| :--- | :--- | :--- | :--- |
| **Hardness** | **400 - 480 HBW** (Minimum 400 HBW) | EN ISO 6506-1 | Uniform through thickness |
| **Yield Strength (Rp0.2)** | **≥ 1100 MPa (≥ 160 ksi)** | EN ISO 6892-1 | High resistance to deformation |
| **Tensile Strength (Rm)** | **1250 - 1550 MPa (181 - 225 ksi)** | EN ISO 6892-1 | |
| **Elongation (A₅)** | **≥ 10%** | EN ISO 6892-1 | Good ductility for wear steel |
| **Impact Toughness** | **≥ 20 J at +20°C**
**≥ 12 J at -20°C** | EN ISO 148-1 | Suitable for dynamic loading |
| **Bend Test** | 180° bend over mandrel **t = 2.0 × t** | EN ISO 7438 | Good formability |
| **Modulus of Elasticity** | **210 GPa (30,400 ksi)** | -- | Standard for steel |
| **Density** | **7.85 g/cm³ (0.284 lb/in³)** | -- | |
| **Poisson's Ratio** | **0.29** | -- | |
| **Thermal Conductivity** | **~42 W/m·K** (at 100°C) | -- | |
| **Coefficient of Thermal Expansion** | **12 × 10⁻⁶/°C** (20-100°C) | -- | |
| **Abrasion Resistance** | **4-5× better than mild steel** | Relative comparison | Excellent for many applications |
## **5. Key Characteristics & Advantages**
* **Optimal Hardness-Toughness Balance:** Provides excellent wear resistance while maintaining sufficient toughness to withstand impact and shock loading
* **Superior Through-Thickness Uniformity:** Advanced quenching technology ensures consistent hardness from surface to core
* **Good Weldability:** Lower carbon equivalent than higher hardness grades allows easier fabrication and repair
* **Excellent Formability:** Can be cold formed to reasonable radii for complex component shapes
* **High Structural Strength:** Combines wear resistance with load-bearing capacity
* **Good Machinability:** Can be machined with proper techniques and tooling
* **Cost-Effective Performance:** Offers excellent value for many industrial wear applications
## **6. Primary Applications**
FORA 400 is suitable for a wide range of medium to high abrasion applications across multiple industries:
* **Material Handling Systems:**
- Hopper and silo liners
- Chute liners and impact plates
- Conveyor components and skirts
- Bucket liners and wear plates
* **Mining & Quarrying:**
- Transfer point liners
- Screen decks and panels
- Crusher feed boxes
- Truck bed liners
* **Construction Equipment:**
- Loader bucket edges and liners
- Excavator bucket wear parts
- Bulldozer blade end bits
- Grader moldboard edges
* **Agriculture:**
- Combine harvester components
- Grain augers and conveyors
- Tillage tool wear plates
- Fertilizer spreader parts
* **Forestry & Biomass:**
- Chipper components
- Conveyor systems
- Processing equipment wear parts
* **Cement & Aggregate:**
- Mixer blades and paddles
- Conveyor components
- Storage bin liners
## **7. Fabrication & Processing Guidelines**
* **Cutting Methods:**
- **Plasma cutting:** Preferred method
- **Abrasive waterjet:** Excellent quality
- **Oxy-fuel:** Requires preheat (150-200°C) and post-heat treatment
- **Laser cutting:** Suitable for thinner sections
* **Forming Operations:**
- Minimum bend radius: **3× plate thickness** for 90° bends
- Preheating recommended for thickness >15mm
- Hot forming preferred for complex shapes
* **Welding Procedures:**
- **Preheat temperature:** 150-200°C for thickness >15mm
- **Filler metals:** Use low-hydrogen electrodes (AWS E7018, E8018-C3)
- **Heat input:** Control to 1.5-2.5 kJ/mm
- **Post-weld treatment:** Stress relieving at 550-600°C recommended for critical applications
* **Machining Recommendations:**
- Use carbide tooling with positive rake angles
- Moderate cutting speeds with ample coolant
- Rigid setups to minimize vibration
* **Bolt Fastening:**
- Pre-drill all holes
- Use hardened washers
- Proper torque procedures essential
## **8. Quality Assurance**
Material supplied with comprehensive certification:
* Chemical analysis certificate
* Mechanical test reports (hardness, tensile, impact)
* Dimensional inspection report
* Heat treatment records
* Ultrasonic testing available upon request
**Standard Testing:**
- Hardness testing (Brinell method)
- Tensile testing per ISO 6892-1
- Charpy V-notch impact testing
- Bend testing for formability verification
## **9. Safety & Handling**
* **Personal Protective Equipment:** Require safety glasses, gloves, and appropriate footwear when handling
* **Storage:** Store flat on level surfaces with adequate support to prevent bending
* **Lifting:** Use proper lifting equipment and spreader bars for large plates
* **Cutting Protection:** Use appropriate ventilation and protective equipment during thermal cutting
## **10. Technical Support**
Industeel provides comprehensive technical support including:
* Material selection guidance
* Fabrication procedure development
* Welding procedure qualification
* Application engineering support
* Failure analysis services
---
**Disclaimer:** This technical datasheet provides general information about Industeel FORA 400 wear resistant steel. Specific properties may vary based on plate thickness, production parameters, and final processing. Always consult the latest manufacturer's documentation and conduct appropriate testing for critical applications. Proper material selection should consider all service conditions including abrasion type, impact levels, temperature, and environmental factors.
-:-
For detailed product information, please contact sales.
-:
Industeel FORA 400 Wear Resistant Steel, 400 HB Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6432 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
Industeel FORA 400 Wear Resistant Steel, 400 HB Properties
-:-
For detailed product information, please contact sales.
-:
Applications of InduSteel Flange FORA 400 Wear Resistant Steel Flange, 400 HB
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers InduSteel Flange FORA 400 Wear Resistant Steel Flange, 400 HB
-:-
For detailed product information, please contact sales.
-:
Packing of InduSteel Flange FORA 400 Wear Resistant Steel Flange, 400 HB
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2903 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition