1,We Manufacturing processes are primarily classified into four types:
1:Forging,
2:Casting,
3:Cutting,
4:Rolling.
2,We can manufacture in accordance with these standards.
Standards:
GB Series (Chinese Standards), JB Series (Machinery Standards), HG Series (Chemical Industry Standards), ASME B16.5 (American Standards), BS4504 (British Standards), DIN (German Standards), and JIS (Japanese Standards).
Internationally, there are two primary systems of pipe flange standards: the European system, represented by the German DIN standards (including those of the former Soviet Union), and the American system, represented by the US ANSI pipe flange standards. Other common standards include: the Chinese Ministry of Machinery Industry standards (JB series), the Ministry of Chemical Industry standards (HG series), the Chinese National Standard *GB/T 9112–9124-2010 Steel Pipe Flanges*, as well as US standards (ASME B16.5), British standards (BS4504), German standards (DIN), Japanese standards (JIS), and marine standards (CBM), among others.
The nominal pressure ratings for the PN series are designated by "PN" and comprise the following nine levels: PN2.5, PN6, PN10, PN16, PN25, PN40, PN63, PN100, and PN160.
The nominal pressure ratings for the Class series are designated by "Class" and comprise the following six levels: Class150, Class300, Class600, Class900, Class1500, and Class2500.
Flange Classification
1. **According to Chemical Industry Standards:** Flanges are classified as follows:
Plate Flat Welding Flange (PL), Necked Flat Welding Flange (SO), Necked Butt Welding Flange (WN), Integral Flange (IF), Socket Welding Flange (SW), Threaded Flange (Th), Butt Welding Ring Loose Flange (PJ/SE), Blind Flange (BL), Flat Welding Ring Loose Flange (PJ/PJ), and Lined Blind Flange (BL(s)).
2. **According to Petrochemical (SH) Industry Standards:** Flanges are classified as follows:
Threaded Flange (PL), Butt Welding Flange (WN), Flat Welding Flange (SO), Socket Welding Flange (SW), Loose Flange (LJ), and Blind Flange (no specific designation).
3. **According to Machinery (JB) Industry Standards:** Flanges are classified as follows:
Integral Flange, Butt Welding Flange, Plate Flat Welding Flange, Butt Welding Ring Plate Loose Flange, Flat Welding Ring Plate Loose Flange, Lap Joint Ring Plate Loose Flange, and Blind Flange.
4. **According to Connection Method/Type:** Flanges are classified as follows:
Plate Flat Welding Flange, Necked Flat Welding Flange, Necked Butt Welding Flange, Socket Welding Flange, Threaded Flange, Blind Flange, Necked Butt Welding Ring Loose Flange, Flat Welding Ring Loose Flange, Ring-Type Joint (RTJ) Flange and Blind Flange, Large-Diameter Plate Flange, Large-Diameter High-Neck Flange, Figure-8 Blind Plate, Butt Welding Ring Loose Flange, etc.
5. **According to the Component Being Connected:** Flanges can be classified into Vessel Flanges and Pipe Flanges.
6. **According to Structural Type:** Flanges include Integral Flanges, Threaded Flanges, Flat Welding Flanges, Butt Welding Flanges, Lap Joint (Loose/Swivel) Flanges, and Blind Flanges.
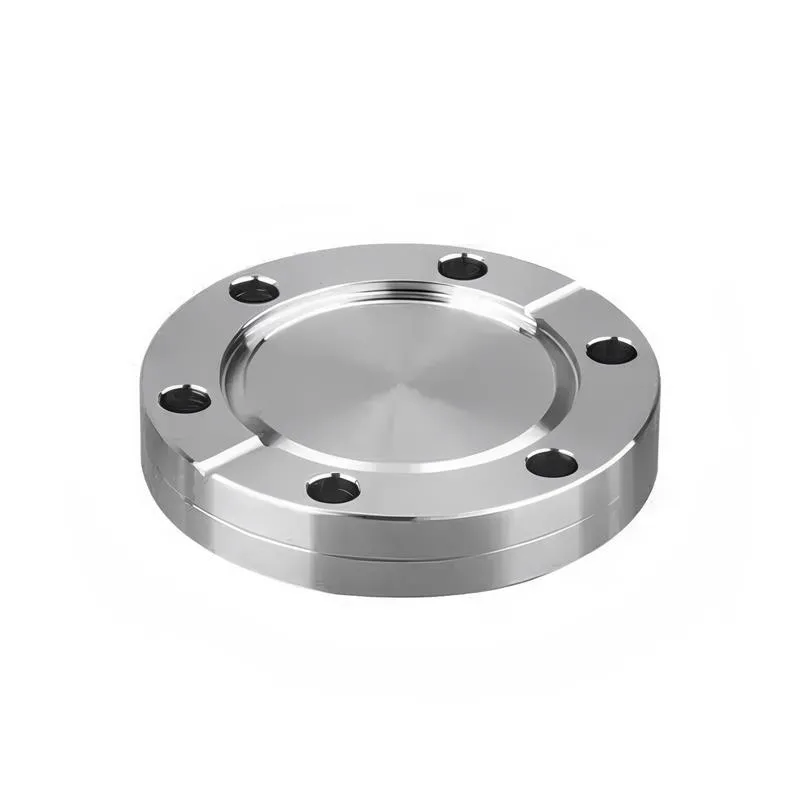
A flange—also referred to as a flange plate or rim—is a component used to connect shafts to one another, or, more commonly, to join the ends of pipes. Flanges are also utilized at the inlet and outlet ports of equipment to facilitate connections between two devices—for instance, the flange on a speed reducer. A "flange connection" or "flanged joint" refers to a detachable joint assembly comprising three interconnected elements—a flange, a gasket, and bolts—that together form a sealed structural unit. In the context of piping systems, a "pipe flange" specifically denotes a flange used for plumbing within the installation; when applied to equipment, it refers to the inlet or outlet flange of that specific device. Flanges feature a series of holes through which bolts are inserted to securely fasten the two flanges together, while a gasket placed between the flanges ensures a leak-proof seal. Flanges are broadly categorized into three types: threaded (screw-in) flanges, welded flanges, and clamp-type flanges. Flanges are invariably used in pairs; threaded flanges are suitable for low-pressure piping applications, whereas welded flanges are required for systems operating at pressures exceeding 4 kilograms per square centimeter. A sealing gasket is inserted between the two flange plates, which are then firmly secured using bolts. The thickness of a flange—as well as the specifications of the bolts used to fasten it—vary depending on the specific pressure rating required for the application. When connecting equipment such as water pumps or valves to piping systems, the corresponding connection points on these devices are often manufactured in the shape of a matching flange; this method of attachment is also referred to as a "flange connection." Generally, any connecting component that utilizes bolts to join and seal the perimeters of two flat surfaces—such as the joints in ventilation ducts—is termed a "flange"; such components may collectively be classified as "flange-type parts." However, since such a connection often constitutes merely a *portion* of a larger device—for instance, the interface between a flange and a water pump—it would be inappropriate to classify the entire water pump itself as a "flange-type part." Conversely, smaller components—such as valves—that feature such flanged interfaces may indeed be appropriately categorized as "flange-type parts."
-:-
For detailed product information, please contact sales.
-:
AISI 94B30H Steel Flange, UNS H94301 (Composition Spec) Product Information
-:-
For detailed product information, please contact sales.
-:
AISI 94B30H Steel Flange, UNS H94301 (Composition Spec) Synonyms
-:-
For detailed product information, please contact sales.
-:
AISI 94B30H Steel, UNS H94301 (Composition Spec) Product Information
-:-
For detailed product information, please contact sales.
-:
# **Product Datasheet: AISI 94B30H Alloy Steel - Hardenability-Grade (UNS H94301)**
## **1. Product Overview**
**AISI 94B30H (UNS H94301)** is a **hardenability-controlled, medium-carbon boron-treated alloy steel** specified under the "H-band" (hardenability band) designation system. This variant is chemically identical to standard 94B30 but is produced with tighter compositional controls and mandatory hardenability testing to ensure predictable and consistent depth of hardening after heat treatment. The "H" designation guarantees that the steel's hardenability, primarily influenced by its boron content, falls within a predetermined range defined by Jominy end-quench test data. This makes 94B30H the preferred choice for critical components where uniform mechanical properties throughout a part's cross-section are essential for performance and reliability.
## **2. International Standards & Designations**
| System/Authority | Designation | Standard Title / Specification |
| :--- | :--- | :--- |
| **UNS** | **H94301** | Unified Numbering System for Metals |
| **AISI / SAE** | **94B30H** | Standard H-Band Steel Designation |
| **SAE** | J1268, J1868 | Hardenability Bands for Alloy Steels |
| **ASTM** | A304 | Standard Specification for Steel Bars, Alloy, Subject to End-Quench Hardenability Requirements |
| **ASTM** | A29/A29M | General Specification for Steel Bars, Alloy, Hot-Wrought and Cold-Finished (H-grade applicable) |
| **AMS** | 6320 | Aerospace Material Specification (May be invoked for H-grade quality) |
| **Common Names** | Boron H-Steel, Hardenability-Banded 94B30, Guaranteed Hardenability Steel |
## **3. Chemical Composition (% by Weight)**
The composition is similar to standard 94B30 but controlled to a narrower range to achieve the specified hardenability band. **The defining characteristic is the guaranteed hardenability, not a unique chemistry.**
| Element | AISI/SAE 94B30H Range (Typical) | UNS H94301 Reference | Primary Function |
| :--- | :--- | :--- | :--- |
| **Carbon (C)** | 0.28 - 0.33 | 0.28 - 0.33 | Primary strength and hardness contributor. |
| **Manganese (Mn)** | 0.75 - 1.00 | 0.75 - 1.00 | Enhances hardenability and strength. |
| **Phosphorus (P)** | ≤ 0.035 | ≤ 0.035 | Residual element (controlled impurity). |
| **Sulfur (S)** | ≤ 0.040 | ≤ 0.040 | Improves machinability; level controlled. |
| **Silicon (Si)** | 0.20 - 0.35 | 0.15 - 0.35 | Deoxidizer, solid solution strengthener. |
| **Chromium (Cr)** | 0.35 - 0.65 | 0.35 - 0.65 | Boosts hardenability, wear, and corrosion resistance. |
| **Molybdenum (Mo)** | 0.08 - 0.15 | 0.08 - 0.15 | Potent hardenability agent, refines grain. |
| **Boron (B)** | 0.0005 - 0.003** | 0.0005 - 0.003 | **Key Element:** Radically increases hardenability efficiency at very low levels. |
| **Iron (Fe)** | Balance | Balance | Base metal. |
****Note on Boron:** The effectiveness of boron is highly sensitive to its "active" form. Production of H-grades includes practices to protect boron from forming nitrides/oxides, ensuring consistent hardenability. The specified hardenability band accounts for this.
## **4. Hardenability & Typical Mechanical Properties**
**Core Distinction:** 94B30H is purchased based on its **Jominy Hardenability Band**. The supplier provides certification that the material meets the specified distance-from-quenched-end (DFE) hardness ranges per SAE J1268.
* **Condition as Supplied:** Typically hot-rolled or cold-finished, often annealed for machinability. The guarantee is for its *potential* after austenitizing and quenching.
* **Hardenability Band:** Complies with SAE J1868 specified limits for 94B30H. This band defines the minimum and maximum Rockwell C hardness values expected at specific points on a Jominy test bar.
* **Post-Quench & Temper Potential:** After proper heat treatment (e.g., austenitize at 845-870°C / 1550-1600°F, oil quench, and temper), components can achieve:
* **Tensile Strength:** 1000 - 1300 MPa (145 - 190 ksi) (dependent on tempering temperature)
* **Hardness:** 30 - 45 HRC (typical tempered range)
* **Core Properties:** The H-grade ensures that the hardness gradient from surface to center in a given section size is predictable and within acceptable limits for the design.
## **5. Key Features & Advantages**
* **Predictable Heat Treatment Response:** Guarantees a defined range of hardness at the center of a specified diameter bar after quenching, eliminating "guesswork" in heat treatment design.
* **Consistent Part Performance:** Ensures uniform strength and toughness throughout the cross-section of critical parts, reducing risk of failure in service.
* **Design & Processing Reliability:** Allows engineers to design with confidence for load-bearing components and enables heat treaters to establish repeatable, robust processes.
* **Material & Cost Efficiency:** Reduces the need for over-design or the use of more expensive alloy steels to achieve through-hardening in larger sections.
* **Traceability & Certification:** Each heat/lot is tested and certified for hardenability, providing full traceability for quality-critical applications.
## **6. Primary Applications**
94B30H is specified for high-integrity, load-bearing components where consistent core properties are non-negotiable.
* **Automotive Safety & Driveline:** **High-strength axle shafts, steering linkage components (tie rods, pitman arms), transmission gears and shafts, connecting rods (for some designs), and critical suspension bolts.**
* **Heavy-Duty & Off-Highway:** **Drive pinions, differential gears, planetary carriers, track roller pins, and other high-wear, high-stress components in agricultural and construction machinery.**
* **Industrial Gearing:** **Medium-to-large sized gears requiring good through-hardening for tooth strength and durability.**
* **Fluid Power:** **High-pressure hydraulic piston rods and pump components where fatigue resistance is critical.**
## **7. Processing Guidelines**
* **Heat Treatment (Quench & Temper):** **The primary intended processing step.** Austenitize in a controlled (preferably protective) atmosphere to protect boron. Oil quenching is standard. Follow by tempering to desired hardness/strength.
* **Machining:** Performed in the softened (typically annealed) supplied condition prior to final heat treatment. Machinability is good, similar to standard 94B30.
* **Welding:** **Not generally recommended for finished, heat-treated components.** If welding is necessary on material in the annealed state, use low-hydrogen processes with high preheat (200-300°C / 400-575°F) and mandatory post-weld stress relieving or re-heat treatment. The HAZ will have altered hardenability.
* **Forging:** Can be hot forged. Must be subsequently re-austenitized and quenched to realize the guaranteed hardenability properties.
## **8. Compliance & Certification**
Material is supplied with a **test report certifying compliance with ASTM A304**, which includes:
* Chemical analysis results.
* **Jominy end-quench hardenability test results**, showing the actual hardness values fall within the specified SAE band for 94B30H.
* This certification is the fundamental quality document distinguishing it from non-H-grade material.
-:-
For detailed product information, please contact sales.
-:
AISI 94B30H Steel, UNS H94301 (Composition Spec) Specification
Dimensions
Size:
Diameter 20-1000 mm Length <6398 mm
Size:We can customized as required
Standard:
Per your request or drawing
We can customized as required
Properties(Theoretical)
Chemical Composition
-:-
For detailed product information, please contact sales.
-:
AISI 94B30H Steel, UNS H94301 (Composition Spec) Properties
-:-
For detailed product information, please contact sales.
-:
Applications of AISI 94B30H Steel Flange, UNS H94301 (Composition Spec)
-:-
For detailed product information, please contact sales.
-:
Chemical Identifiers AISI 94B30H Steel Flange, UNS H94301 (Composition Spec)
-:-
For detailed product information, please contact sales.
-:
Packing of AISI 94B30H Steel Flange, UNS H94301 (Composition Spec)
-:-
For detailed product information, please contact sales.
-:
Standard Packing:
-:-
For detailed product information, please contact sales.
-:
Typical bulk packaging includes palletized plastic 5 gallon/25 kg. pails, fiber and Steel Flange drums to 1 ton super sacks in full container (FCL) or truck load (T/L) quantities. Research and sample quantities and hygroscopic, oxidizing or other air sensitive materials may be packaged under argon or vacuum. Solutions are packaged in polypropylene, plastic or glass jars up to palletized 2869 gallon liquid totes Special package is available on request. E FORUs’ is carefully handled to minimize damage during storage and transportation and to preserve the quality of our products in their original condition